
Pjesë Strukturë-me-varje-anësore-me-shtrat-një-pjesësh-i-salduar
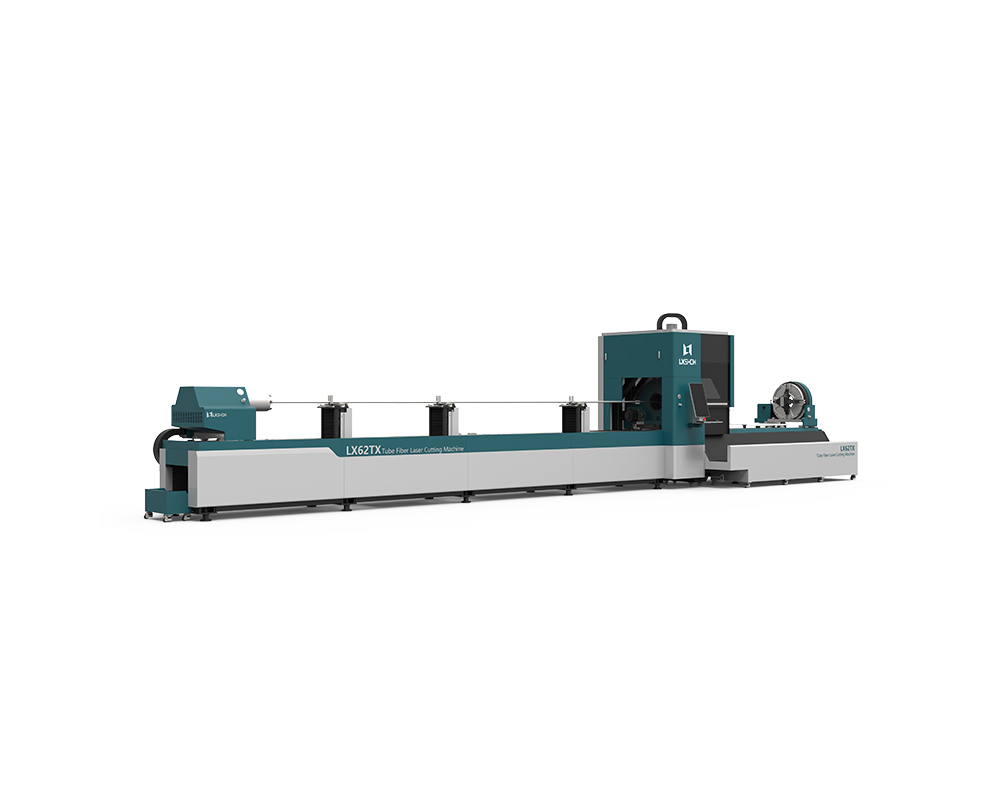
Strukturë-me-varje-anësore-me-shtrat-një-pjesësh-i-salduar Shtrati përdor një strukturë të varur anash dhe një shtrat të salduar me një pjesë, i cili është i pjekur për të eliminuar stresin e brendshëm. Pas përpunimit të ashpër, plakja e dridhjeve kryhet para përfundimit të përpunimit, duke përmirësuar kështu shumë ngurtësinë dhe stabilitetin e makinës dhe duke siguruar saktësinë e makinës. Motori servo AC kontrollohet nga sistemi i kontrollit numerik, dhe mandrina realizon lëvizje reciproke në drejtimin Y pasi motori të jetë në lëvizje, duke realizuar lëvizje të shpejtë dhe lëvizje ushqyese. Si rafti i boshtit Y ashtu edhe shina udhëzuese lineare janë bërë nga produkte me precizion të lartë, të cilat garantojnë në mënyrë efektive saktësinë e transmetimit; çelësat e limitit në të dy skajet e goditjes kontrollohen, dhe një pajisje e fortë kufizuese është instaluar në të njëjtën kohë, e cila siguron në mënyrë efektive sigurinë e lëvizjes së makinës; makina është e pajisur me Pajisja automatike e lubrifikimit shton vaj lubrifikues në pjesët lëvizëse të shtratit në intervale të rregullta për të siguruar që pjesët lëvizëse të funksionojnë në gjendje të mirë, gjë që mund të përmirësojë jetëgjatësinë e shinave udhëzuese, ingranazheve dhe rafteve.
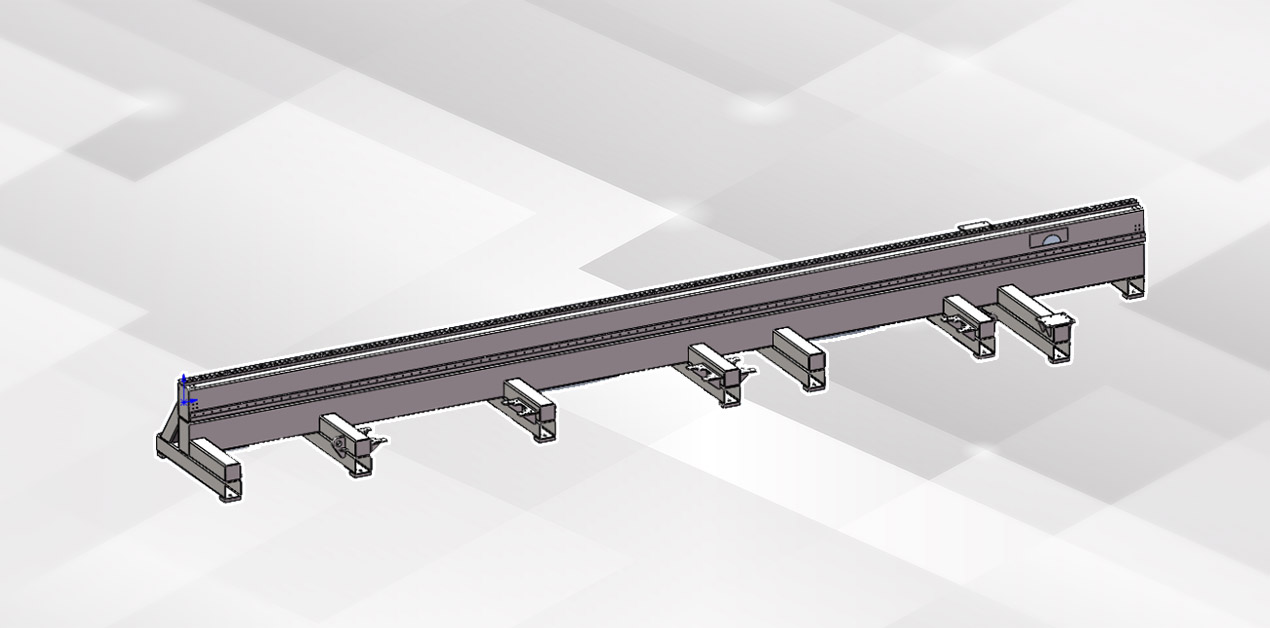
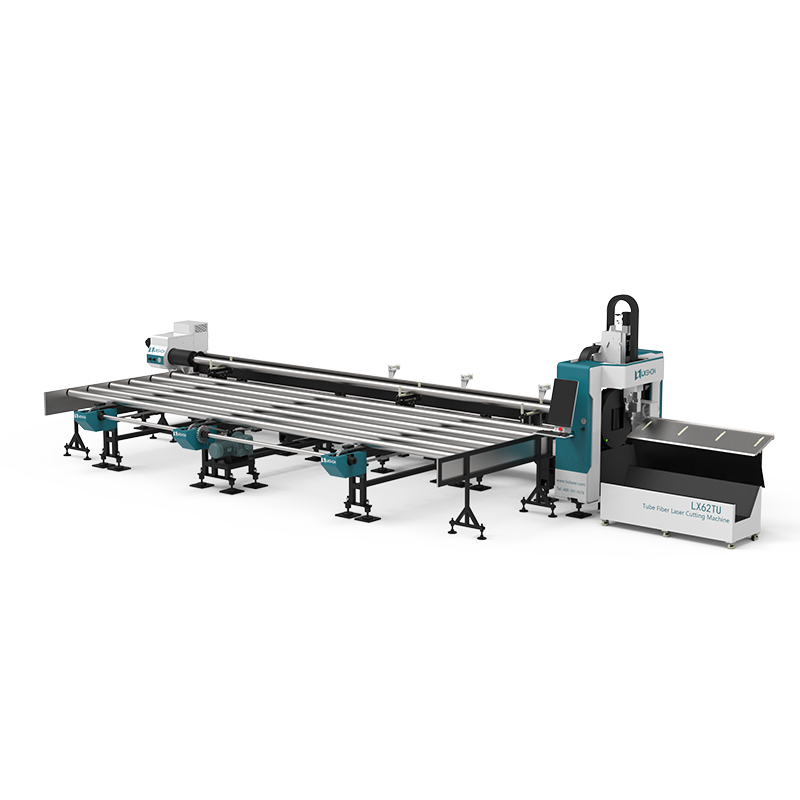
Në shtrat janë instaluar 2 grupe mekanizmash mbështetës, dhe janë në dispozicion dy lloje: 1. Mbështetësja pasuese kontrollohet nga një servomotor i pavarur për të lëvizur lart e poshtë, kryesisht për të kryer mbështetje pasuese për deformim të tepërt të tubave të prerë gjatë (tuba me diametër të vogël). Kur mandrina e pasme lëviz në pozicionin përkatës, mbështetësja ndihmëse mund të ulet për shmangie. 2. Mbështetësja e rrotës me diametër të ndryshueshëm ngrihet dhe ulet nga cilindri, dhe mund të rregullohet manualisht në pozicione të ndryshme në shkallë për të mbështetur tuba me madhësi të ndryshme.
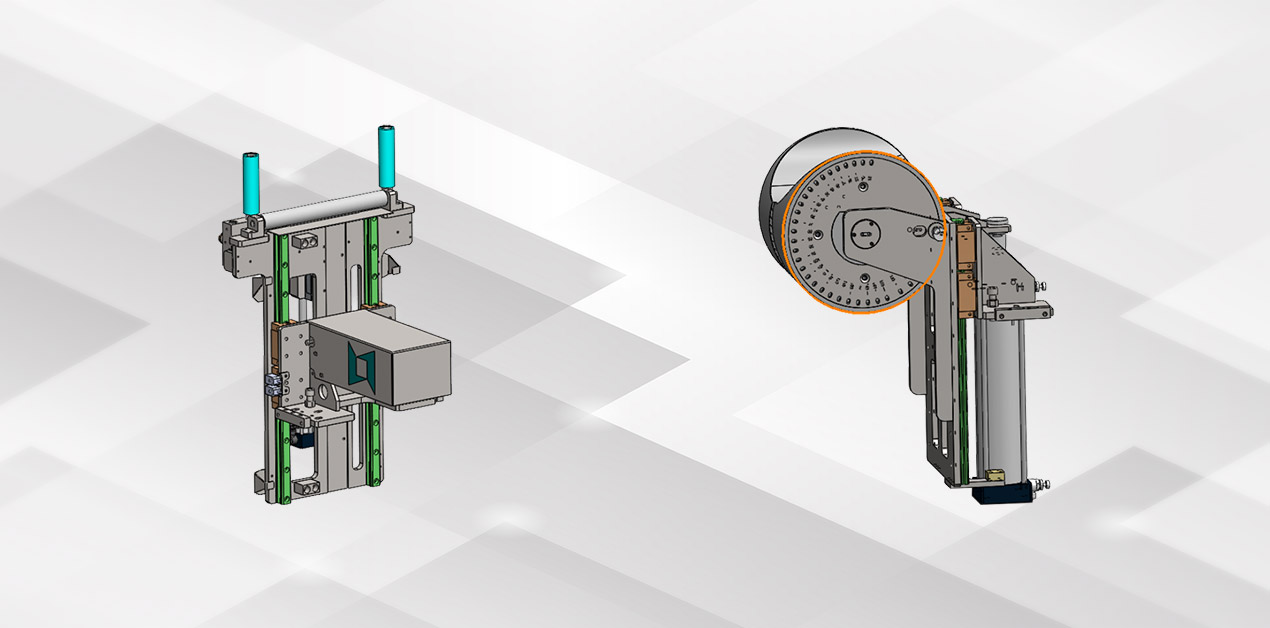
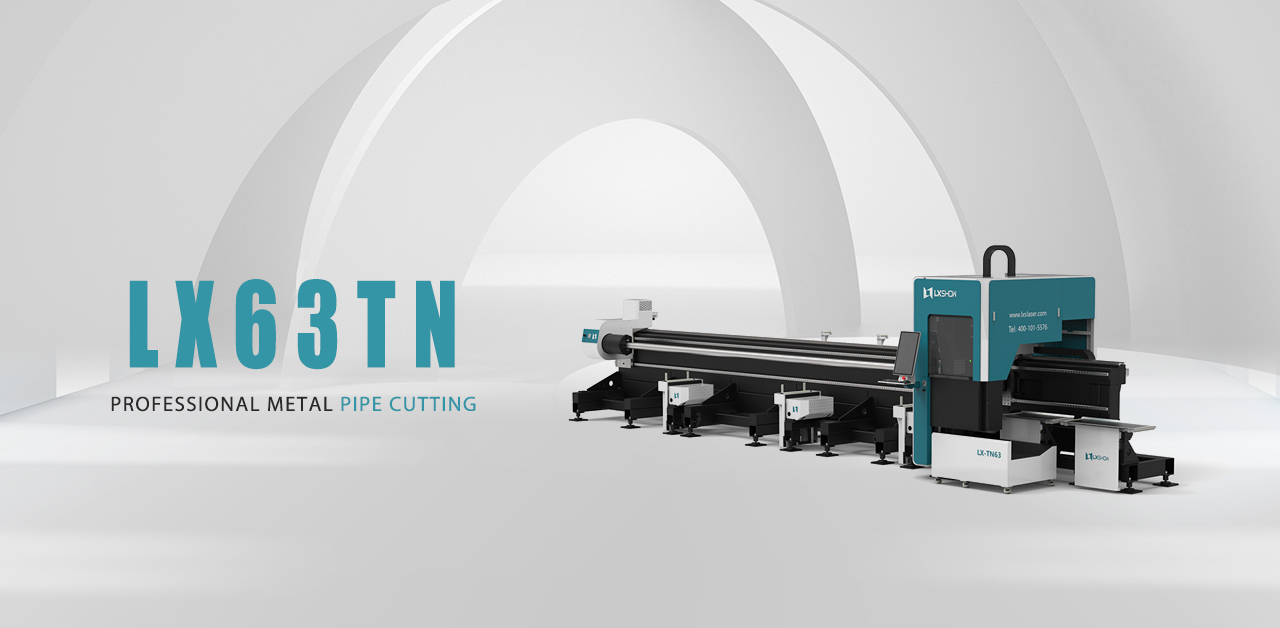
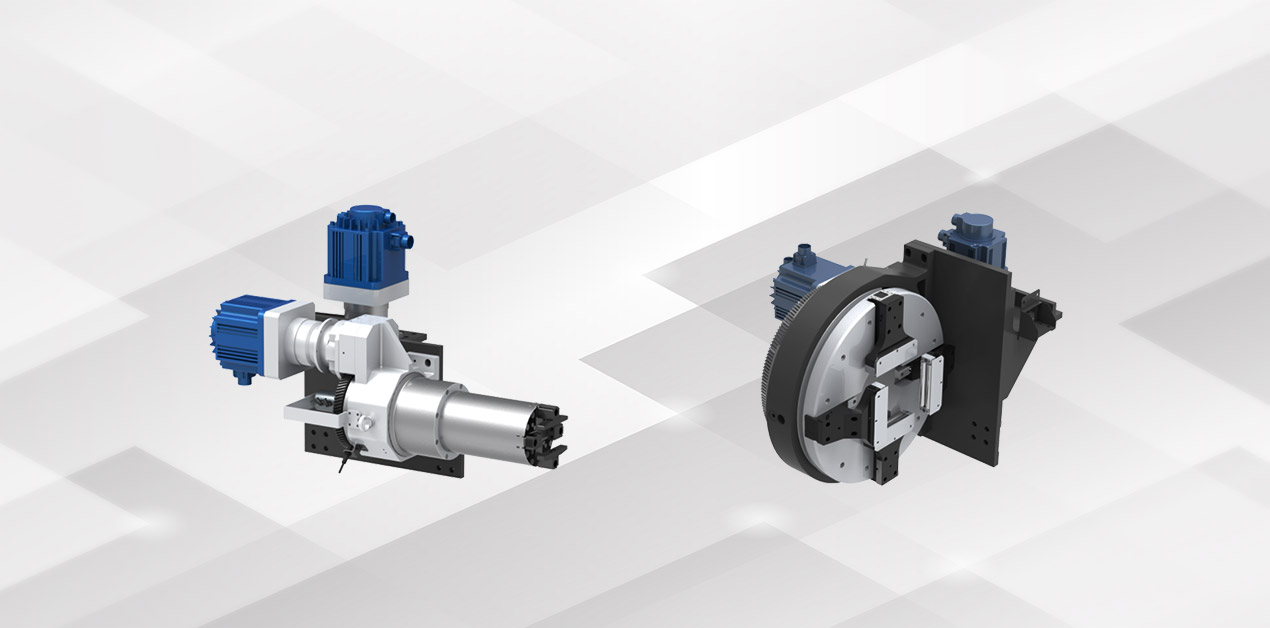
Mandrina është e ndarë në dy mandrina pneumatike me goditje të plotë përpara dhe prapa, të dyja mund të lëvizin në drejtimin Y. Mandrina e pasme është përgjegjëse për shtrëngimin dhe furnizimin e tubit, ndërsa mandrina e përparme është instaluar në fund të shtratit për shtrëngimin e materialeve. Mandrinat e përparme dhe të pasme vihen në lëvizje përkatësisht nga servomotorë për të arritur rrotullim sinkron. Nën shtrëngimin e nyjeve të mandrinave të dyfishta, mund të realizohet prerja me bisht të shkurtër, dhe bishti i shkurtër i gojës mund të arrijë 20-40 mm, duke mbështetur prerjen me bisht të shkurtër të bishtit më të gjatë. Makina prerëse e tubave të serisë TN përdor metodën e lëvizjes dhe shmangies së mandrinës, e cila mund të realizojë prerjen me dy mandrina gjatë gjithë kohës, dhe nuk do të shkaktojë që tubi të jetë shumë i gjatë dhe i paqëndrueshëm, dhe saktësia nuk është e mjaftueshme.
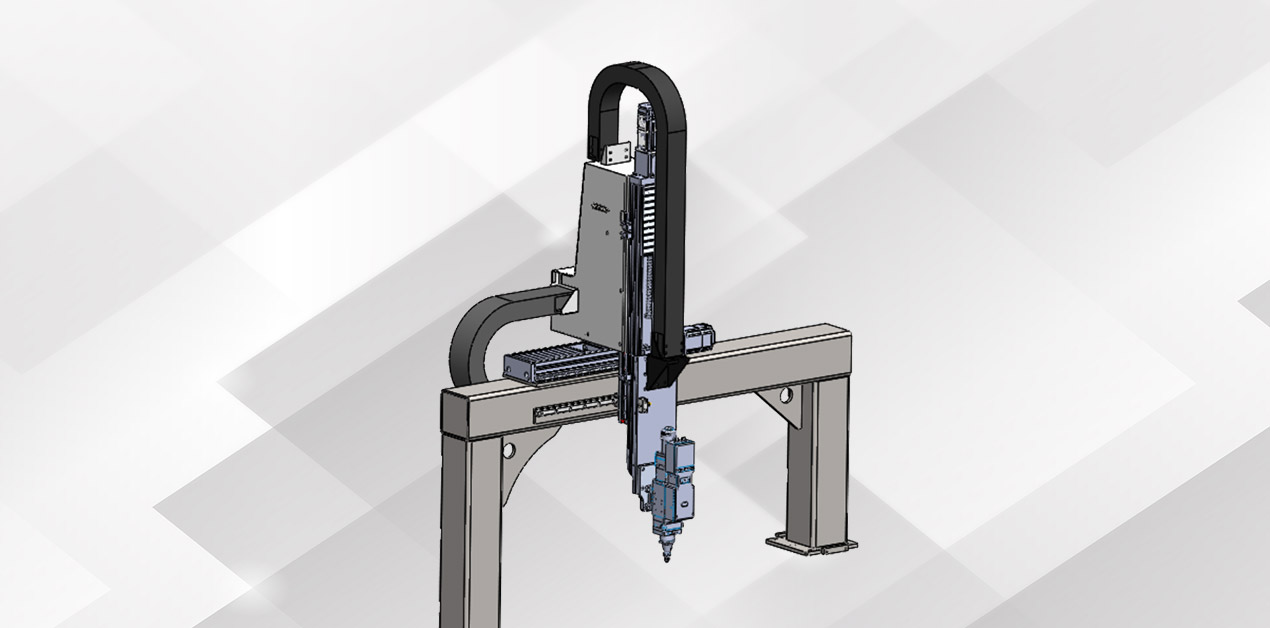
Traversa e pajisjes me bosht X përdor një strukturë portal, e cila është e salduar nga një kombinim tubi katror dhe pllake çeliku. Komponenti i portalit është i fiksuar në shtrat, dhe boshti X vihet në lëvizje nga një servomotor për të vënë në lëvizje raftin dhe pinionin për të realizuar lëvizjen reciproke të pllakës rrëshqitëse në drejtimin X. Gjatë procesit të lëvizjes, çelësi limit kontrollon goditjen për të kufizuar pozicionin për të siguruar sigurinë e funksionimit të sistemit. Në të njëjtën kohë, boshti X/Z ka mbulesën e vet të organit për të mbrojtur strukturën e brendshme dhe për të arritur efekte më të mira mbrojtjeje dhe heqjeje pluhuri. Pajisja me bosht Z realizon kryesisht lëvizjen lart e poshtë të kokës së lazerit. Boshti Z mund të përdoret si një bosht CNC për të kryer lëvizjen e vet të interpolimit, dhe në të njëjtën kohë, mund të lidhet me boshtet X dhe Y, dhe gjithashtu mund të kalohet në kontroll pasues për të përmbushur nevojat e situatave të ndryshme.