
Piese Pat sudat dintr-o singură bucată cu structură suspendată lateral
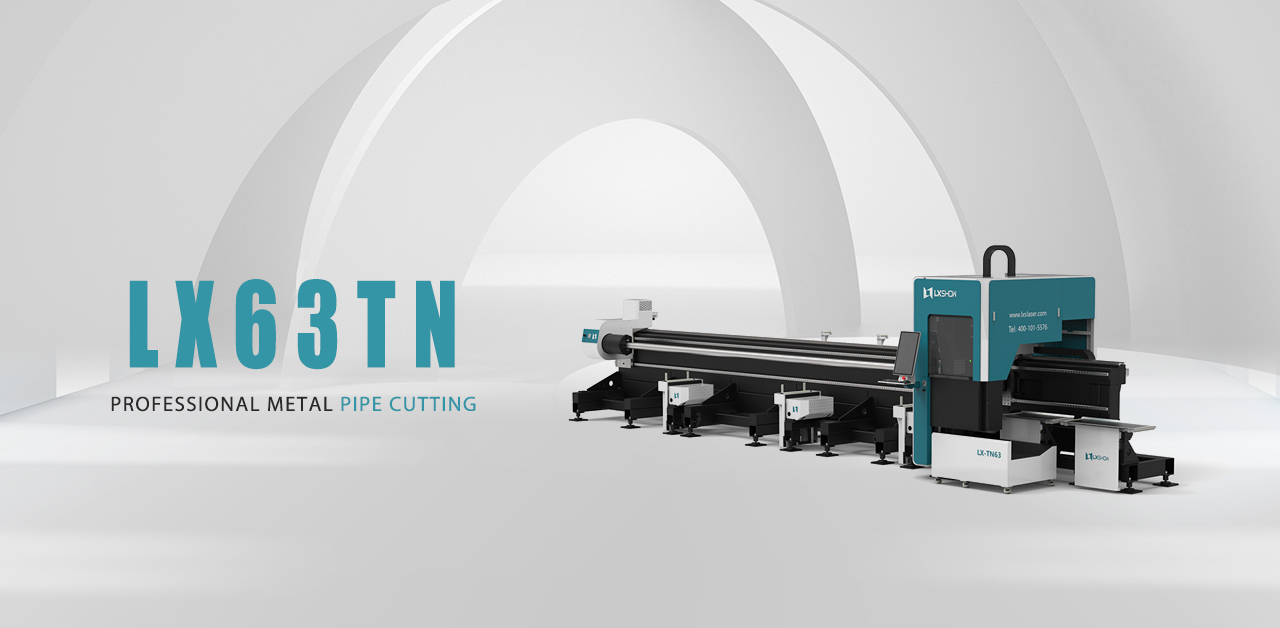
Pat sudat dintr-o singură bucată cu structură suspendată lateral Patul adoptă o structură cu suspensie laterală și un pat sudat dintr-o singură piesă, recopt pentru a elimina tensiunile interne. După prelucrarea brută, se efectuează o îmbătrânire prin vibrații înainte de finisarea prelucrării, îmbunătățind astfel considerabil rigiditatea și stabilitatea mașinii-unelte și asigurând precizia acesteia. Acționarea servomotorului de curent alternativ este controlată de sistemul de control numeric, iar mandrina realizează o mișcare alternativă în direcția Y după acționarea motorului, realizând o mișcare rapidă și o mișcare de alimentare. Atât cremaliera pe axa Y, cât și șina de ghidare liniară sunt fabricate din produse de înaltă precizie, care garantează eficient precizia transmisiei; întrerupătoarele de limită de la ambele capete ale cursei sunt controlate și este instalat simultan un dispozitiv de limitare fixă, care asigură eficient siguranța mișcării mașinii-unelte; mașina-unealtă este echipată cu un dispozitiv automat de lubrifiere care adaugă ulei lubrifiant în piesele mobile ale patului la intervale regulate pentru a se asigura că piesele mobile funcționează în stare bună, ceea ce poate îmbunătăți durata de viață a șinelor de ghidare, a angrenajelor și a cremalierelor.
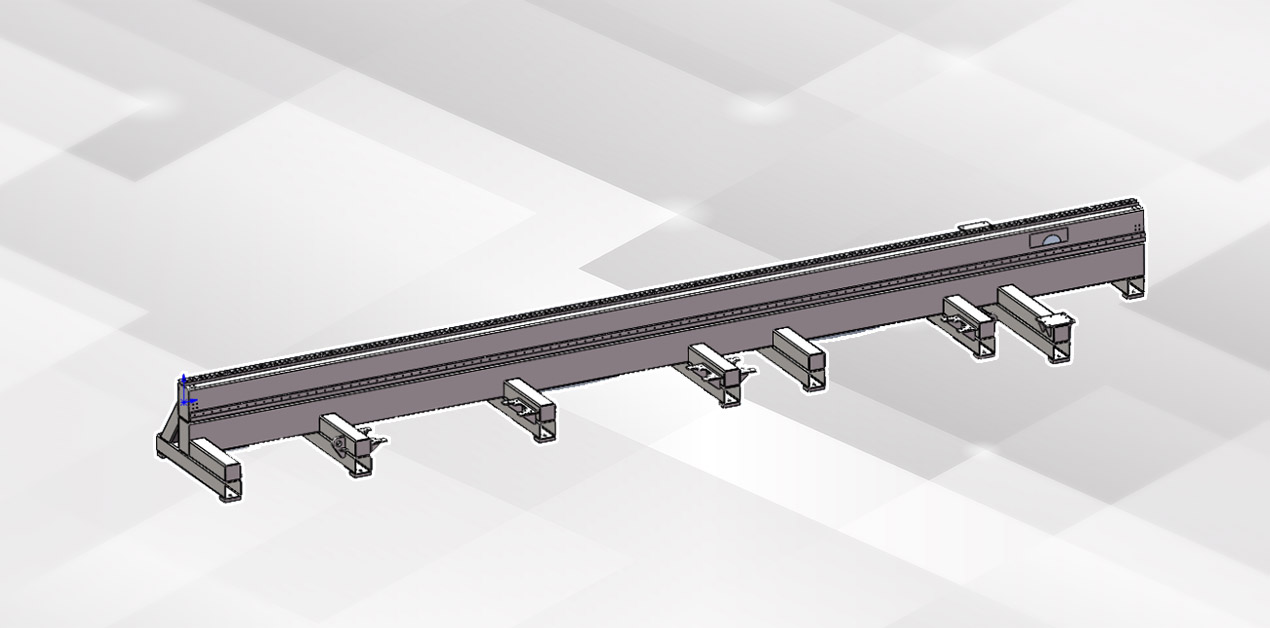
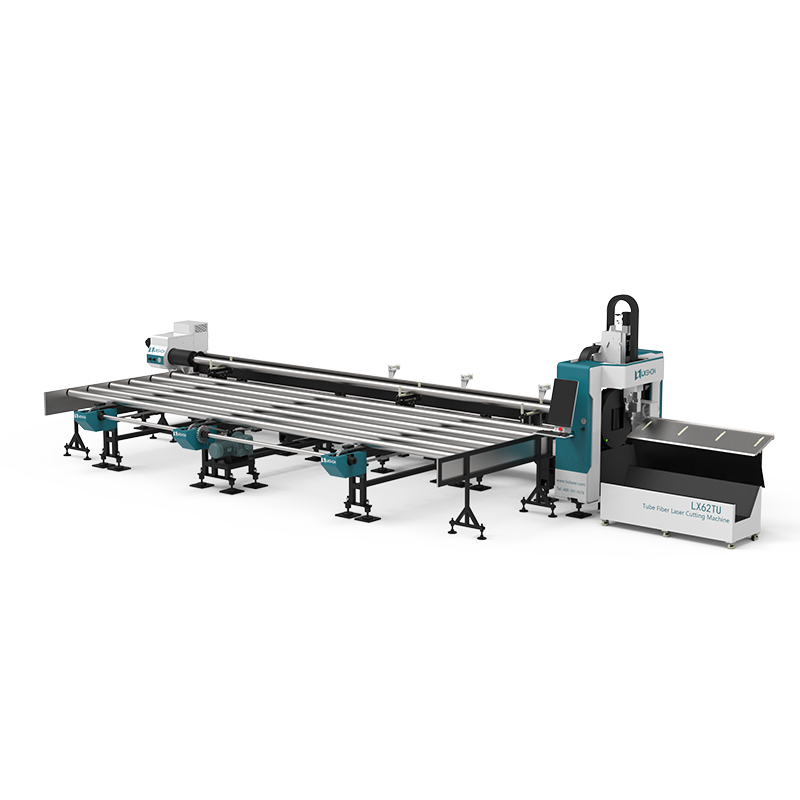
Pe platformă sunt instalate 2 seturi de mecanisme de susținere, disponibile în două tipuri: 1. Suportul de susținere este controlat de un servomotor independent pentru a se deplasa în sus și în jos, în principal pentru a efectua susținerea ulterioară în cazul deformării excesive a țevilor tăiate lungi (țevi cu diametre mici). Când mandrina spate se deplasează în poziția corespunzătoare, suportul auxiliar poate fi coborât pentru a evita deformarea. 2. Suportul roții cu diametru variabil este ridicat și coborât de cilindru și poate fi reglat manual în diferite poziții de scală pentru a susține țevi de diferite dimensiuni.
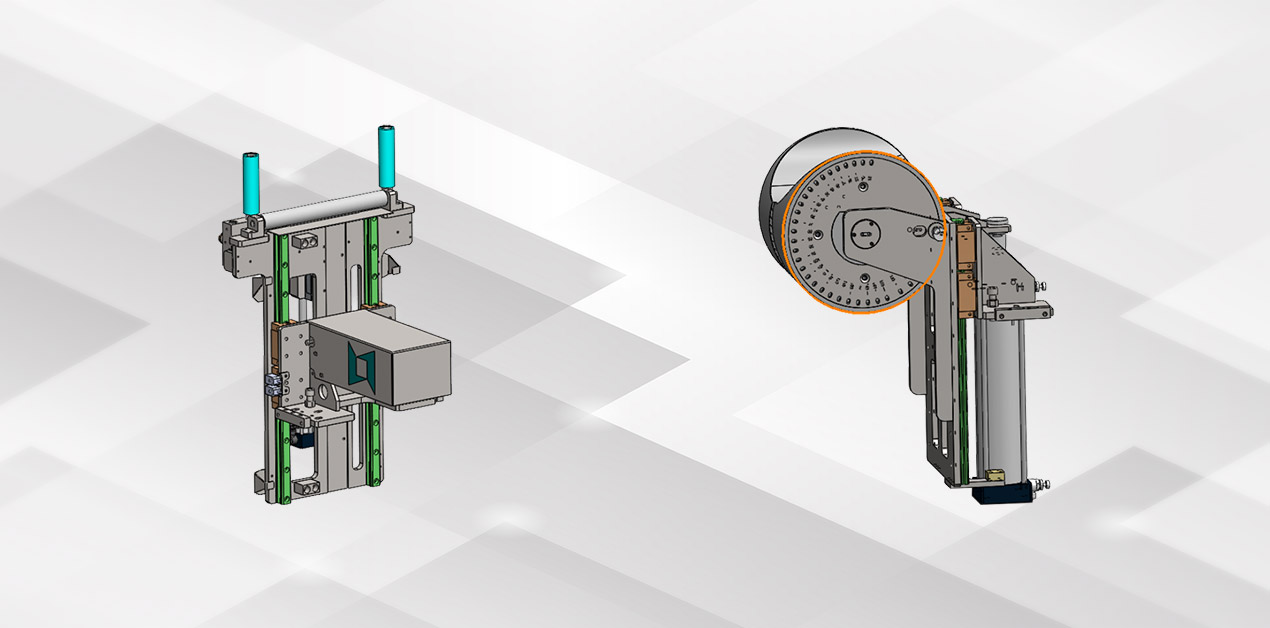
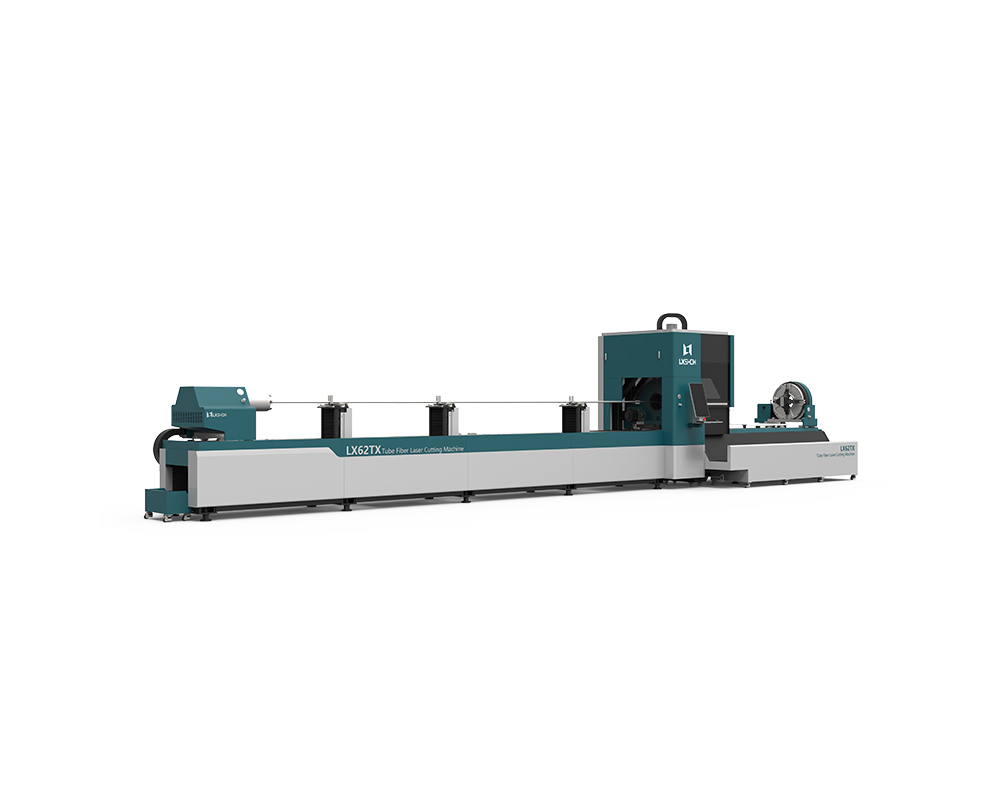
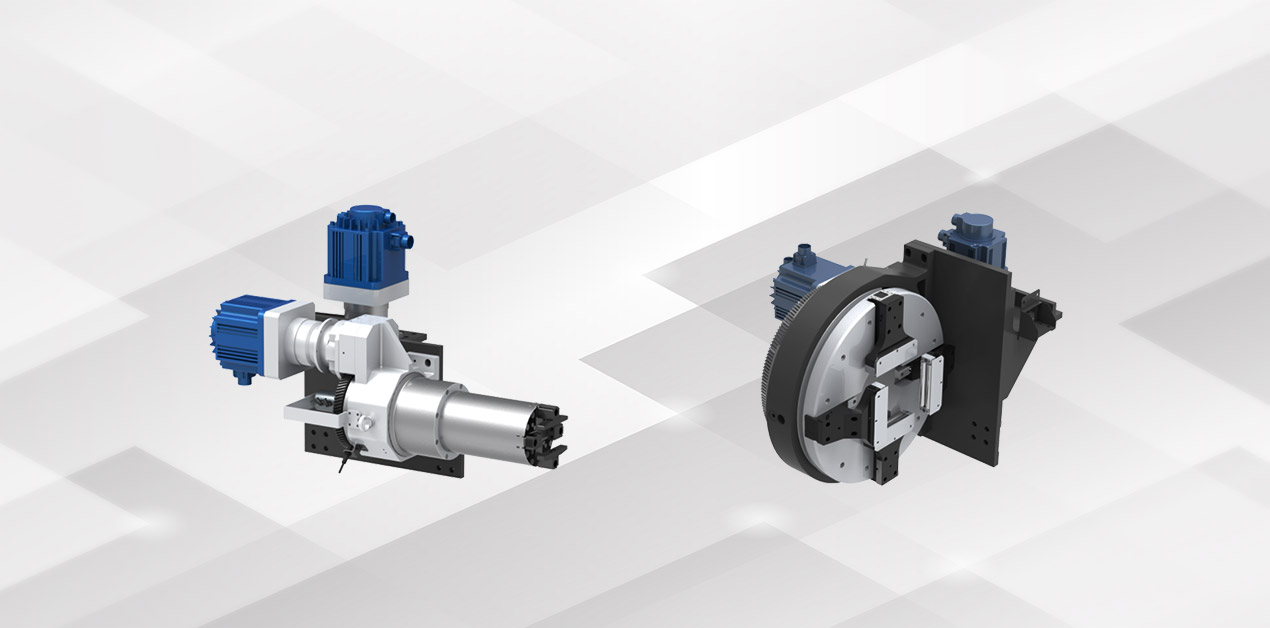
Mandrina este împărțită în două mandrine pneumatice cu cursă completă, față și spate, ambele putând fi deplasate în direcția Y. Mandrina spate este responsabilă pentru prinderea și alimentarea țevii, iar mandrina față este instalată la capătul patului pentru prinderea materialelor. Mandrinele față și spate sunt acționate respectiv de servomotoare pentru a realiza rotația sincronă. Prin prinderea în comun a mandrinelor duble, se poate realiza tăierea cu coadă scurtă, iar coada scurtă a gurii poate ajunge la 20-40 mm, permițând în același timp tăierea cu coadă scurtă a cozii mai lungi. Mașina de tăiat țevi din seria TN adoptă metoda de mișcare și evitare a mandrinei, care poate realiza tăierea cu două mandrine tot timpul și nu va face ca țeava să fie prea lungă și instabilă, iar precizia nu este suficientă.
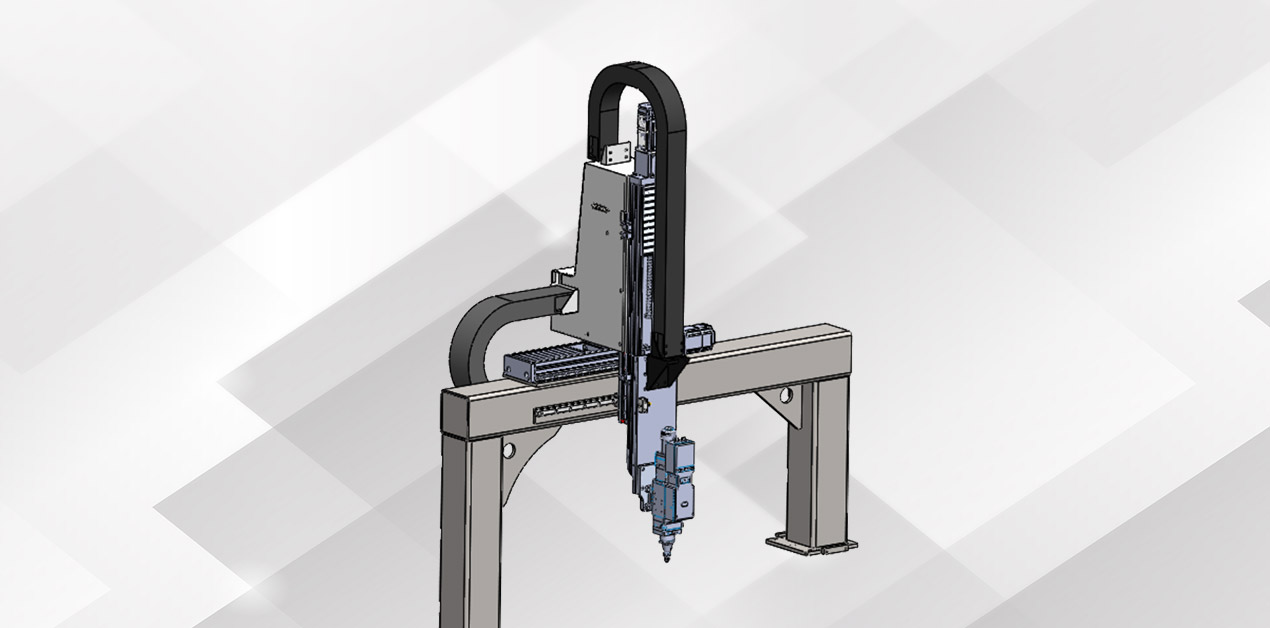
Traversa dispozitivului pe axa X adoptă o structură gantry, sudată printr-o combinație de tub pătrat și placă de oțel. Componenta gantry este fixată pe pat, iar axa X este acționată de un servomotor pentru a acționa cremaliera și pinionul pentru a realiza mișcarea alternativă a plăcii glisante în direcția X. În procesul de mișcare, comutatorul de limită controlează cursa pentru a limita poziția și a asigura siguranța funcționării sistemului. În același timp, axa X/Z are propriul capac de organ pentru a proteja structura internă și a obține o protecție mai bună și efecte de îndepărtare a prafului. Dispozitivul pe axa Z realizează în principal mișcarea în sus și în jos a capului laser. Axa Z poate fi utilizată ca axă CNC pentru a efectua propria mișcare de interpolare și, în același timp, poate fi conectată cu axele X și Y și poate fi, de asemenea, comutată la controlul ulterioar pentru a satisface nevoile diferitelor situații.