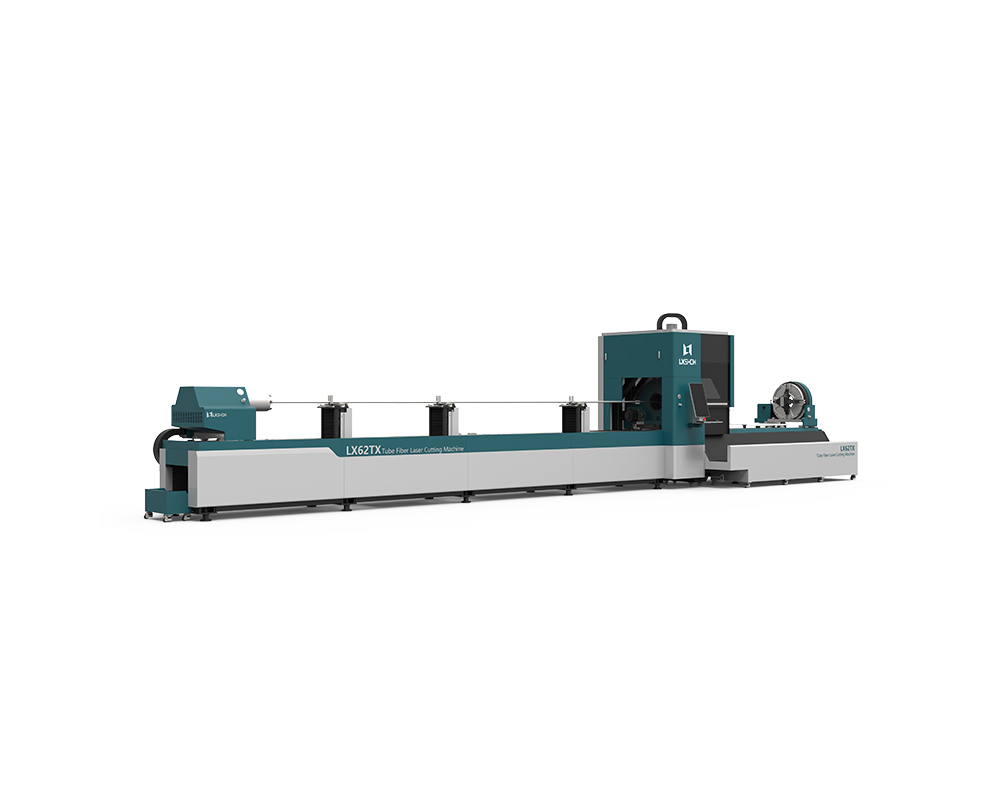

Parties Structure suspendue latérale, lit soudé monobloc
Structure suspendue latérale, lit soudé monobloc Le banc adopte une structure suspendue latéralement et un banc soudé monobloc, recuit pour éliminer les contraintes internes. Après l'ébauche, un vieillissement vibratoire est effectué avant l'usinage de finition, améliorant ainsi considérablement la rigidité et la stabilité de la machine-outil et garantissant sa précision. Le servomoteur à courant alternatif est commandé par la commande numérique, et le mandrin effectue un mouvement alternatif dans la direction Y après l'entraînement du moteur, permettant ainsi des mouvements rapides et d'avance. La crémaillère de l'axe Y et le rail de guidage linéaire sont fabriqués à partir de matériaux de haute précision, garantissant ainsi la précision de la transmission. Les fins de course sont contrôlées aux deux extrémités et un dispositif de fin de course fixe est installé simultanément, garantissant ainsi la sécurité du mouvement de la machine-outil. La machine-outil est équipée d'un dispositif de lubrification automatique qui ajoute de l'huile lubrifiante aux pièces mobiles du banc à intervalles réguliers pour garantir leur bon fonctionnement, ce qui améliore la durée de vie des rails de guidage, des engrenages et des crémaillères.
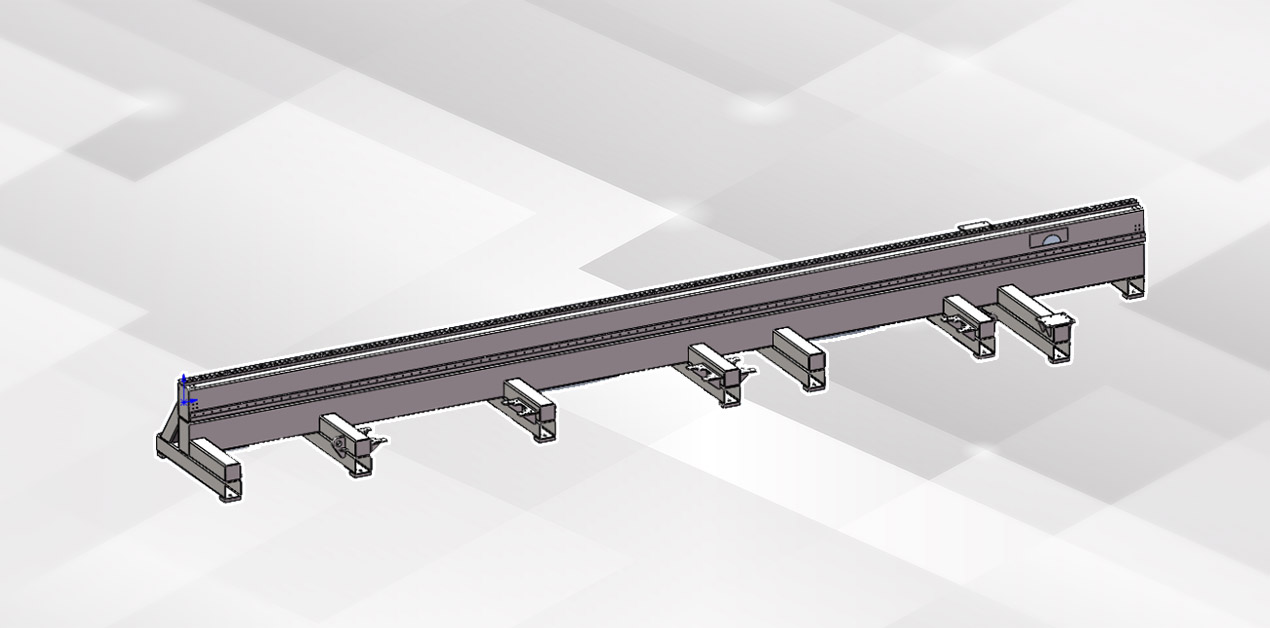
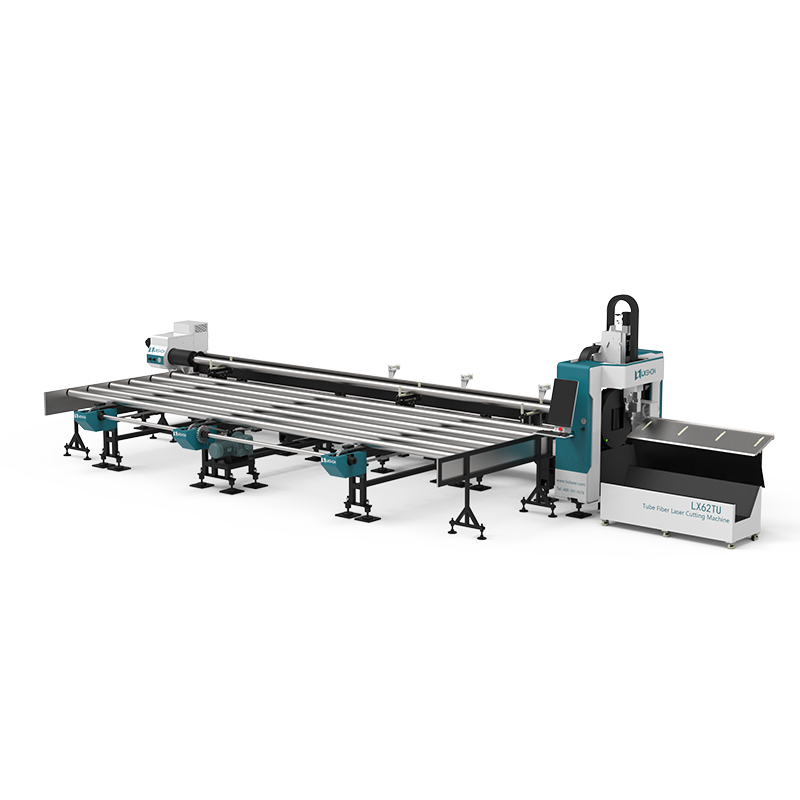
Deux types de mécanismes de support sont installés sur le banc : 1. Le support auxiliaire est commandé par un servomoteur indépendant pour un mouvement ascendant et descendant, principalement pour le support auxiliaire en cas de déformation excessive des tubes longs (tubes de petit diamètre). Lorsque le mandrin arrière se déplace vers la position correspondante, le support auxiliaire peut être abaissé pour éviter toute déformation. 2. Le support de roue à diamètre variable est soulevé et abaissé par vérin et peut être réglé manuellement sur différentes positions pour supporter des tubes de différentes tailles.
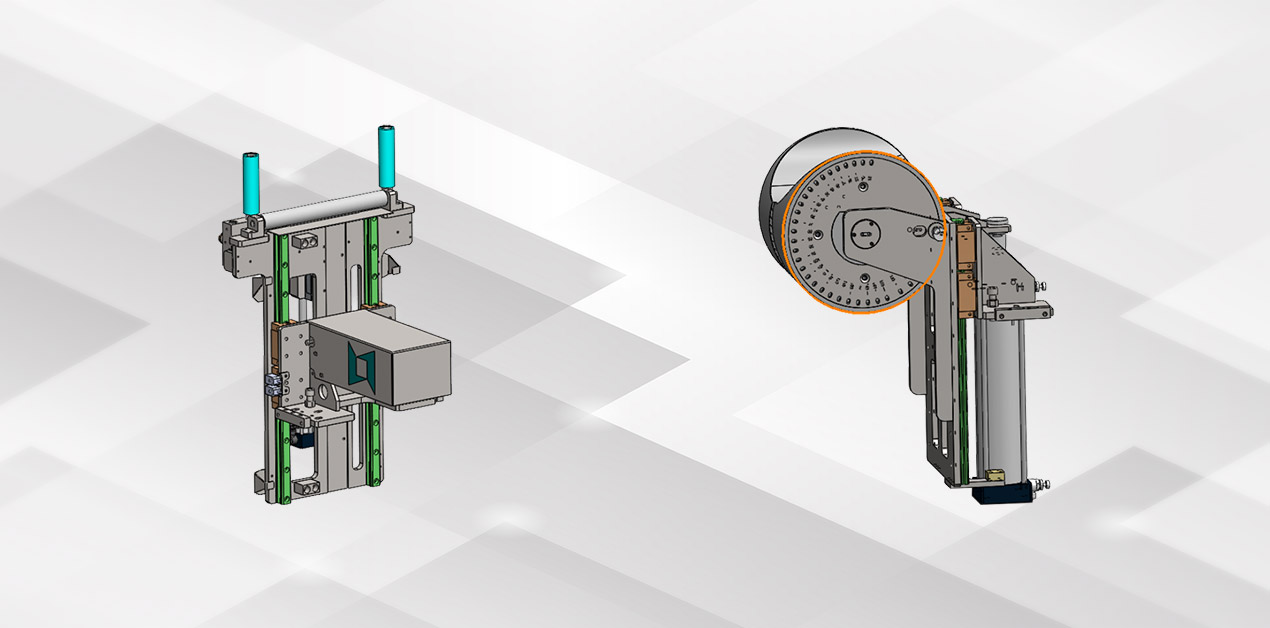
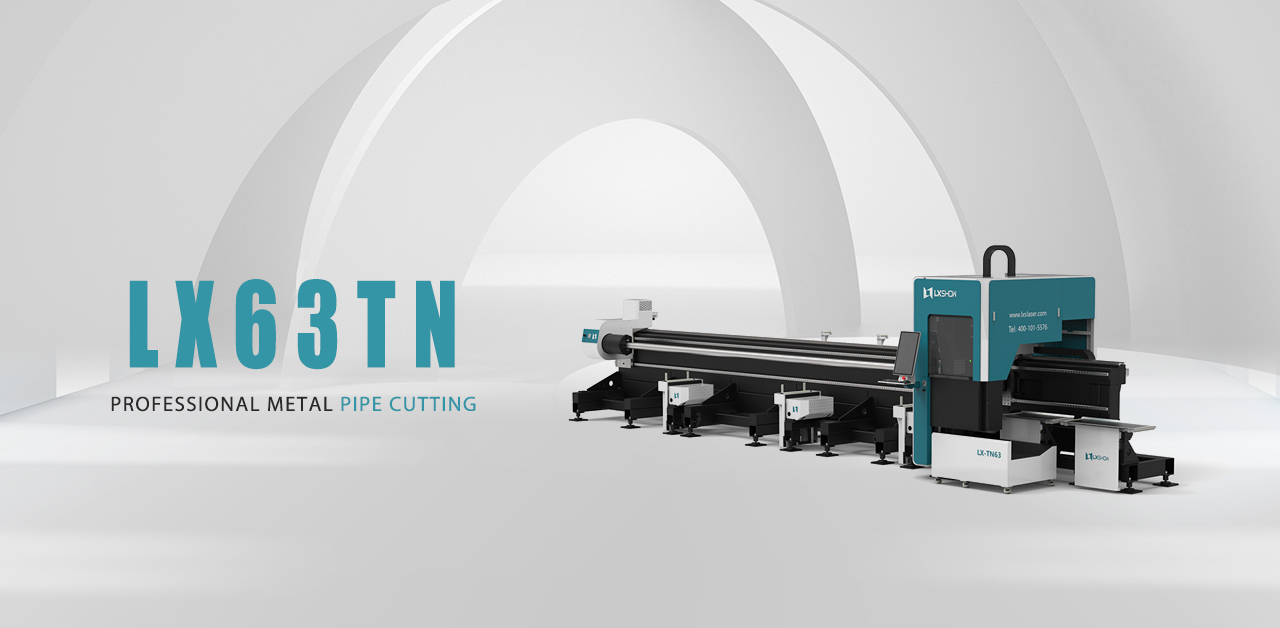
Le mandrin est composé de deux mandrins pneumatiques avant et arrière à course complète, tous deux mobiles selon l'axe Y. Le mandrin arrière assure le serrage et l'alimentation du tube, tandis que le mandrin avant est installé à l'extrémité du banc pour le serrage des matériaux. Les mandrins avant et arrière sont entraînés respectivement par des servomoteurs pour une rotation synchrone. Le serrage conjoint des mandrins doubles permet de réaliser des coupes courtes, dont l'extrémité peut atteindre 20 à 40 mm, tout en permettant la coupe courte des extrémités plus longues. La machine de coupe de tubes de la série TN adopte un système de déplacement et d'évitement du mandrin, permettant une coupe simultanée avec deux mandrins, sans allonger le tube ni le rendre instable, ni trop précis.
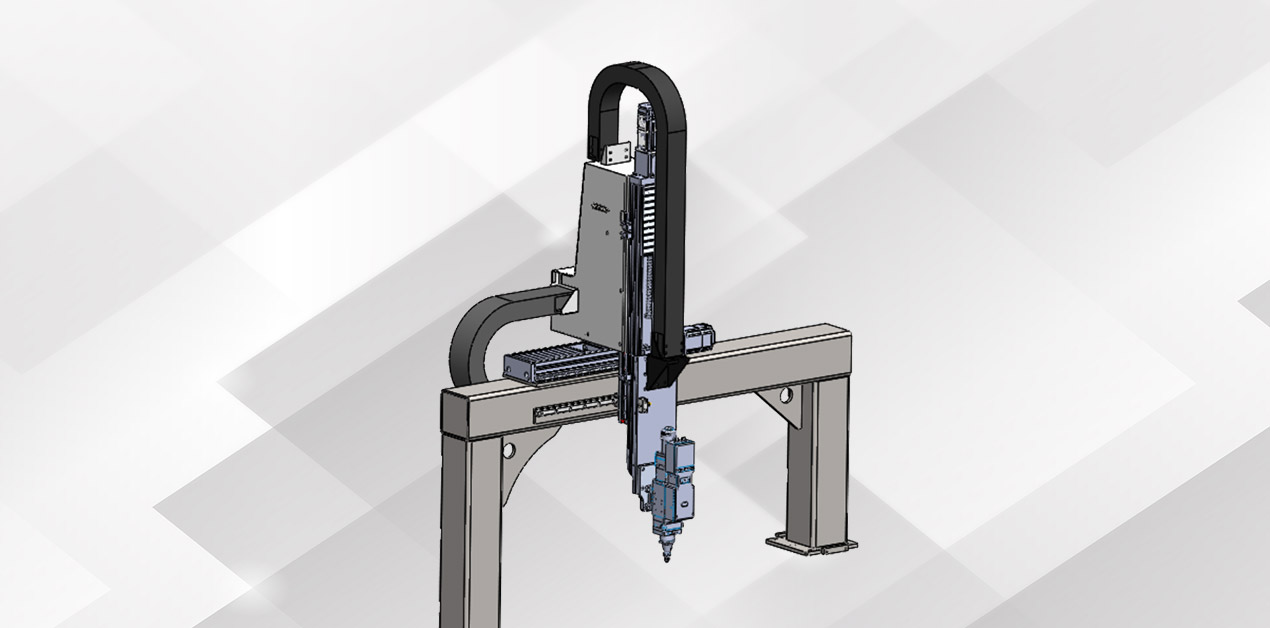
Français La traverse du dispositif à axe X adopte une structure de portique, qui est soudée par une combinaison de tube carré et de plaque d'acier. Le composant du portique est fixé sur le lit et l'axe X est entraîné par un servomoteur pour entraîner la crémaillère et le pignon pour réaliser le mouvement alternatif de la plaque coulissante dans la direction X. Dans le processus de mouvement, l'interrupteur de fin de course contrôle la course pour limiter la position afin d'assurer la sécurité du fonctionnement du système. Dans le même temps, l'axe X/Z a son propre couvercle d'organe pour protéger la structure interne et obtenir de meilleurs effets de protection et de dépoussiérage. Le dispositif à axe Z réalise principalement le mouvement de haut en bas de la tête laser. L'axe Z peut être utilisé comme axe CNC pour effectuer son propre mouvement d'interpolation, et en même temps, il peut être lié aux axes X et Y, et peut également être commuté en contrôle de suivi pour répondre aux besoins de différentes situations.