
قطعات تخت خواب یک تکه با ساختار آویز کناری و جوش داده شده
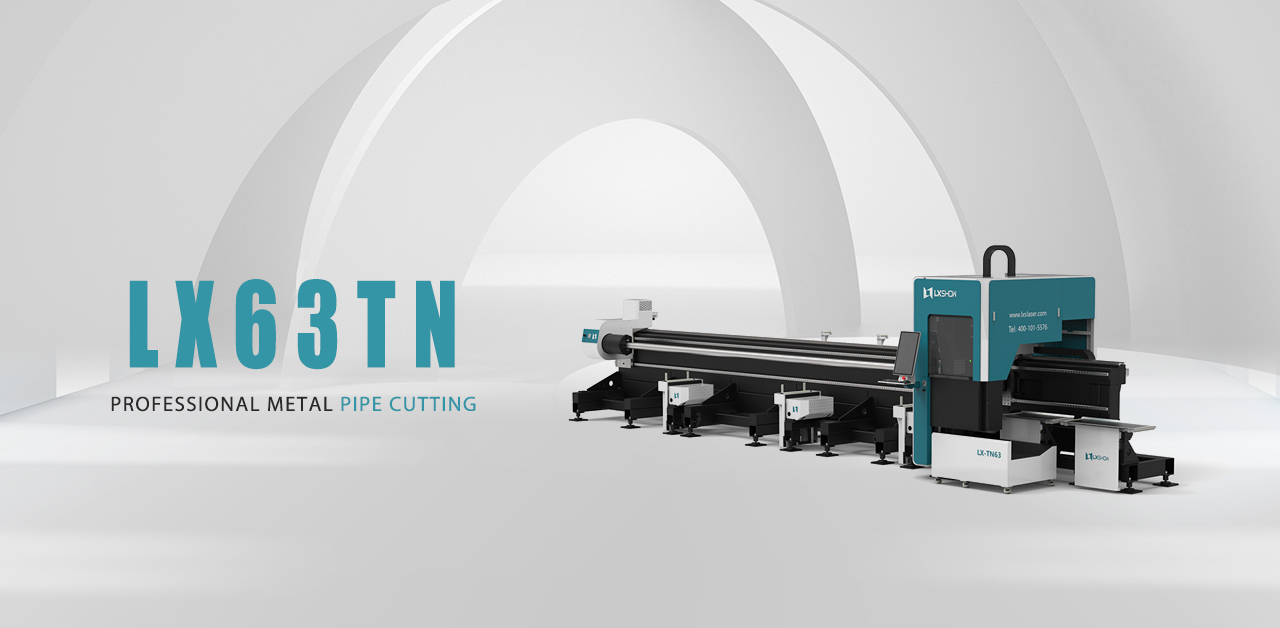
تخت خواب یک تکه با ساختار آویز کناری و جوش داده شده این تخت از یک ساختار آویز جانبی و یک بستر جوش داده شده یک تکه استفاده میکند که برای از بین بردن تنش داخلی، آنیل میشود. پس از ماشینکاری خشن، قبل از اتمام ماشینکاری، عملیات پیرسازی ارتعاشی انجام میشود که در نتیجه استحکام و پایداری ابزار ماشین را تا حد زیادی بهبود میبخشد و دقت ابزار ماشین را تضمین میکند. درایو موتور سروو AC توسط سیستم کنترل عددی کنترل میشود و سه نظام پس از حرکت موتور، حرکت رفت و برگشتی را در جهت Y انجام میدهد و حرکت سریع و حرکت تغذیه را محقق میکند. هم قفسه محور Y و هم ریل راهنمای خطی از محصولات با دقت بالا ساخته شدهاند که به طور موثر دقت انتقال را تضمین میکنند. کلیدهای محدود کننده در هر دو انتهای کورس کنترل میشوند و همزمان یک دستگاه محدود کننده سخت نصب میشود که به طور موثر ایمنی حرکت ابزار ماشین را تضمین میکند. این ماشین ابزار مجهز به دستگاه روانکاری خودکار است که روغن روان کننده را در فواصل منظم به قطعات متحرک تخت اضافه میکند تا اطمینان حاصل شود که قطعات متحرک در شرایط خوبی کار میکنند که میتواند عمر مفید ریلهای راهنما، چرخ دندهها و قفسهها را بهبود بخشد.
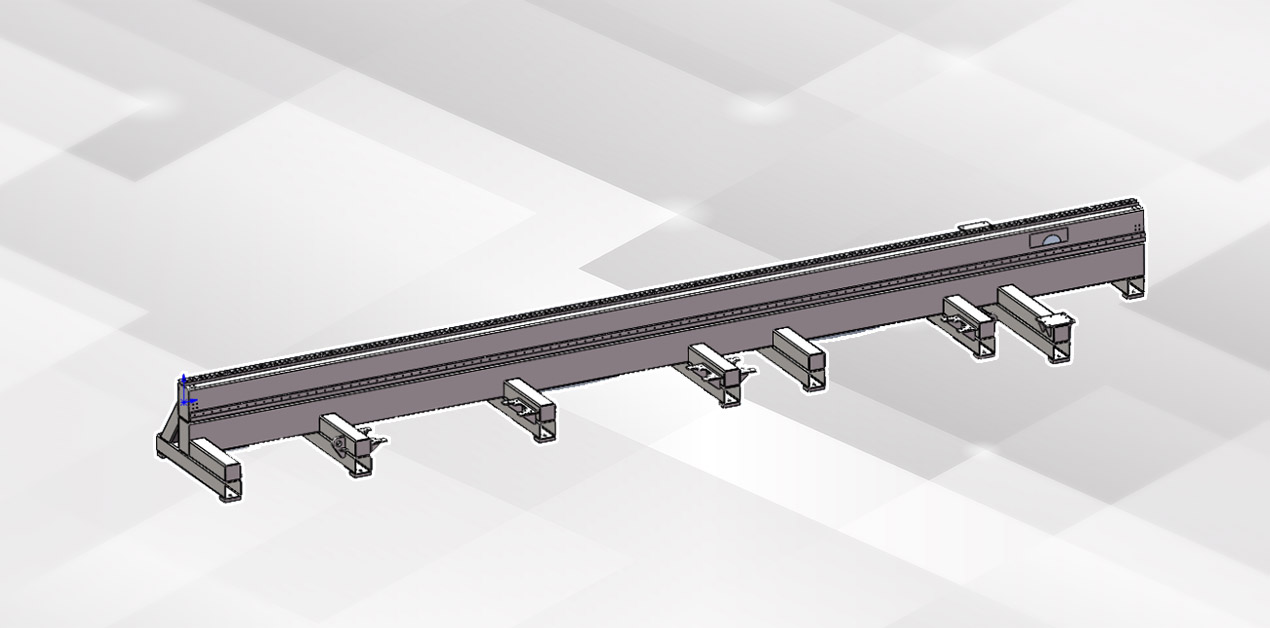
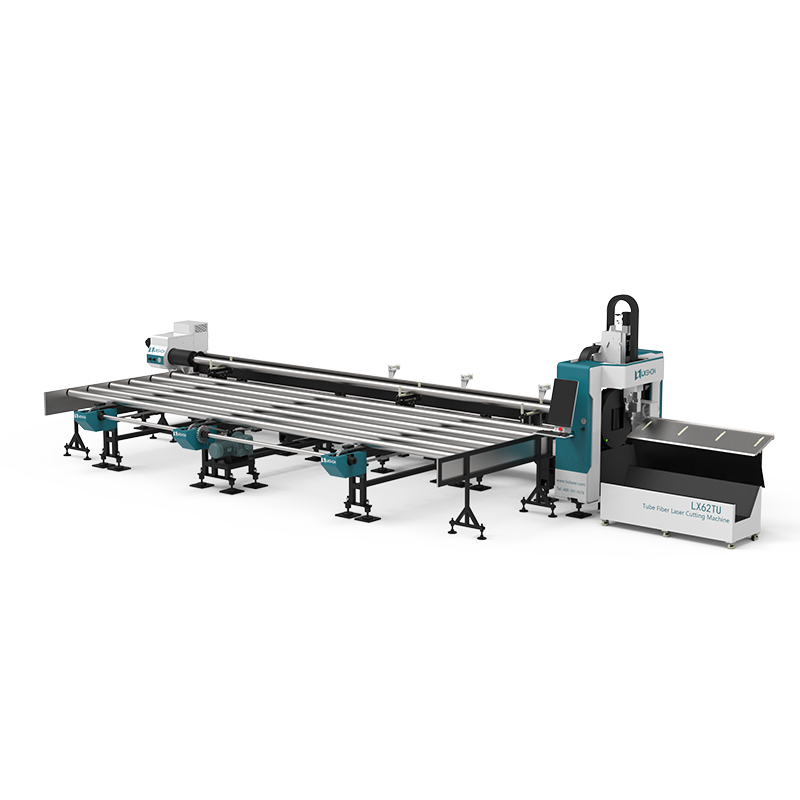
دو مجموعه مکانیزم پشتیبانی روی تخت نصب شده است و دو نوع از آنها موجود است: ۱. پشتیبانی تکمیلی توسط یک سروو موتور مستقل برای حرکت به بالا و پایین کنترل میشود، که عمدتاً برای انجام پشتیبانی تکمیلی برای تغییر شکل بیش از حد لولههای برش خورده بلند (لولههایی با قطر کوچک) است. هنگامی که سه نظام عقب به موقعیت مربوطه حرکت میکند، پشتیبانی کمکی میتواند برای جلوگیری از آن پایین بیاید. ۲. پشتیبانی چرخ با قطر متغیر توسط سیلندر بالا و پایین میرود و میتوان آن را به صورت دستی در موقعیتهای مقیاس مختلف تنظیم کرد تا لولههایی با اندازههای مختلف را پشتیبانی کند.
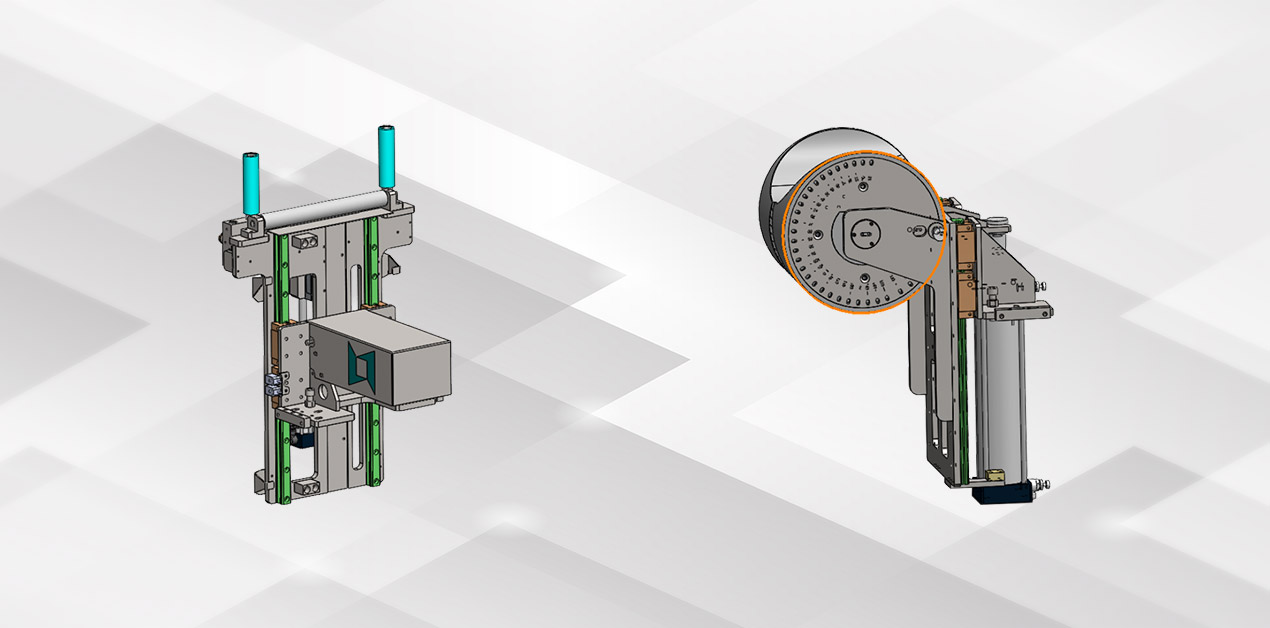
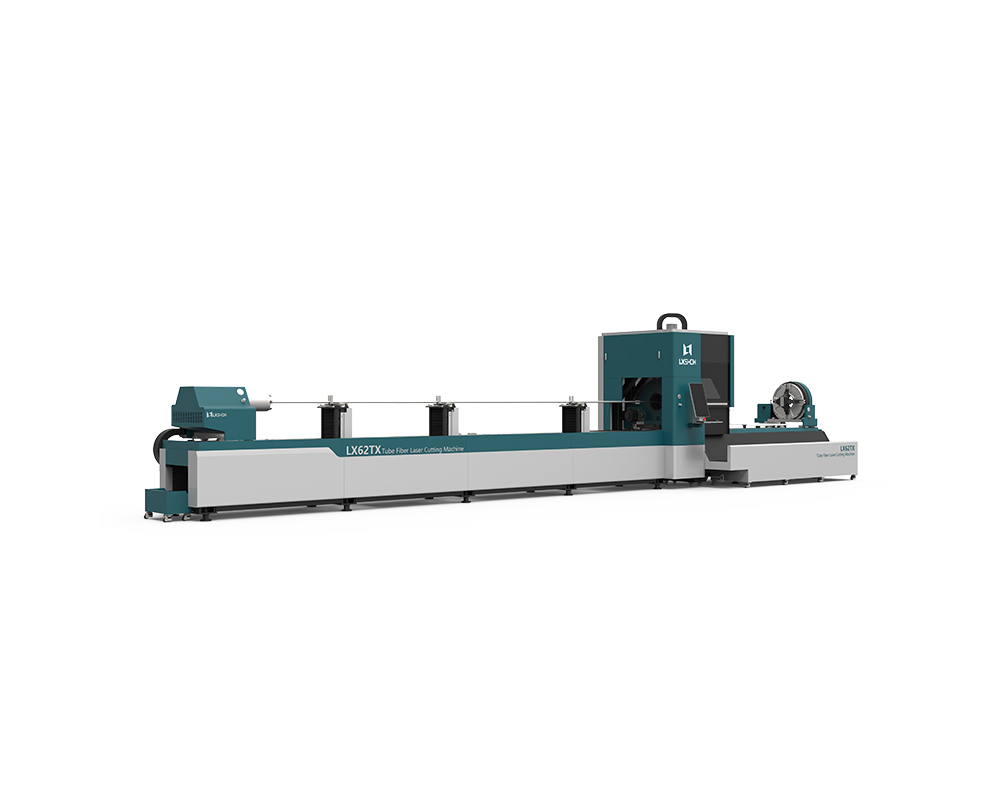
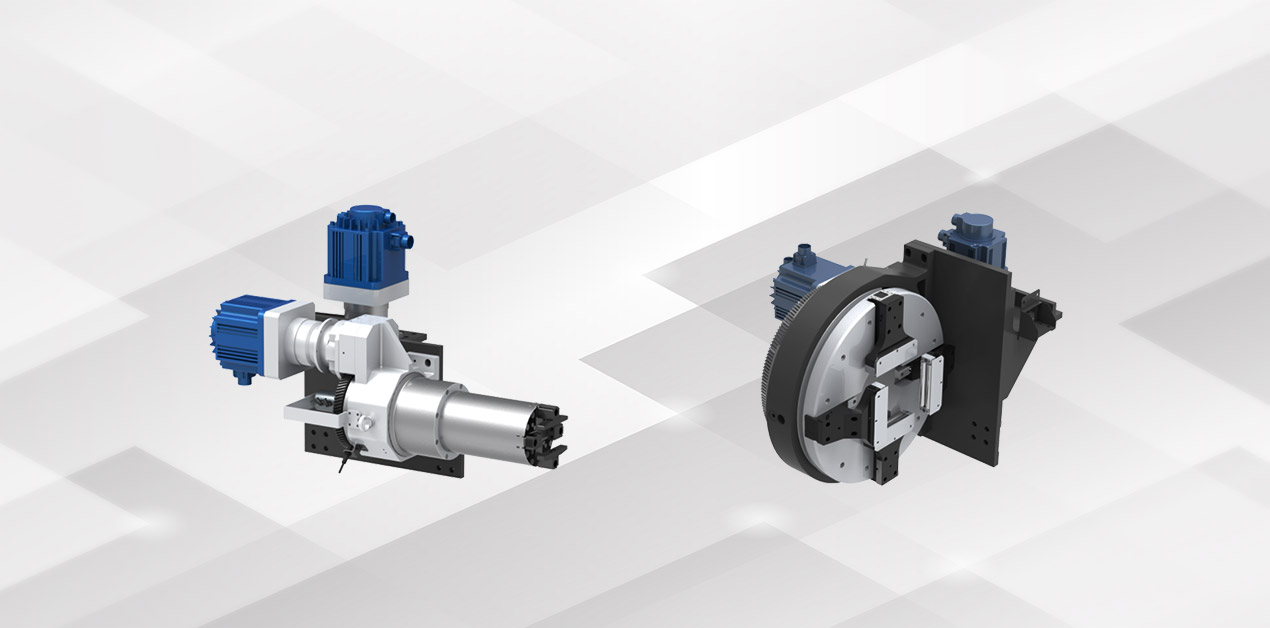
سه نظام به دو سه نظام پنوماتیکی تمامضربه جلو و عقب تقسیم میشود که هر دو میتوانند در جهت Y حرکت کنند. سه نظام عقب مسئول بستن و تغذیه لوله است و سه نظام جلو در انتهای بستر برای بستن مواد نصب شده است. سه نظامهای جلو و عقب به ترتیب توسط سروو موتورها هدایت میشوند تا چرخش همزمان حاصل شود. تحت بستن مشترک سه نظامهای دوتایی، برش دم کوتاه میتواند محقق شود و دم کوتاه دهانه میتواند به 20 تا 40 میلیمتر برسد، در حالی که برش دم کوتاه دم بلندتر را پشتیبانی میکند. دستگاه برش لوله سری TN روش حرکت و اجتناب از سه نظام را اتخاذ میکند که میتواند برش را با دو سه نظام در تمام مدت انجام دهد و باعث نمیشود لوله خیلی بلند و ناپایدار شود و دقت کافی نیست.
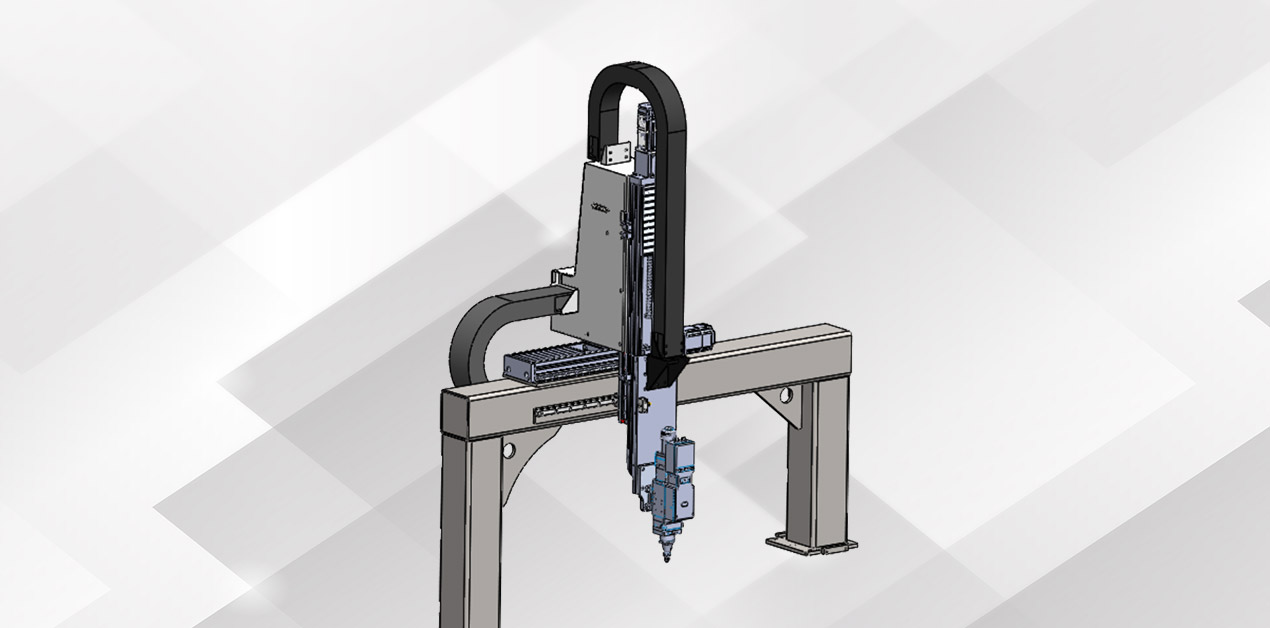
تیر عرضی دستگاه محور X از یک ساختار گانتری استفاده میکند که با ترکیبی از لوله مربعی و صفحه فولادی جوش داده شده است. قطعه گانتری روی بستر ثابت شده است و محور X توسط یک سروو موتور برای حرکت دادن قفسه و پینیون هدایت میشود تا حرکت رفت و برگشتی صفحه کشویی در جهت X محقق شود. در فرآیند حرکت، سوئیچ حد، حرکت را کنترل میکند تا موقعیت را محدود کند تا ایمنی عملکرد سیستم تضمین شود. در عین حال، محور X/Z دارای پوشش اندام مخصوص به خود برای محافظت از ساختار داخلی و دستیابی به اثرات محافظتی بهتر و حذف گرد و غبار است. دستگاه محور Z عمدتاً حرکت بالا و پایین سر لیزر را تحقق میبخشد. محور Z میتواند به عنوان یک محور CNC برای انجام حرکت درونیابی خود استفاده شود و در عین حال، میتواند با محورهای X و Y مرتبط شود و همچنین میتواند برای رفع نیازهای موقعیتهای مختلف به کنترل پیگیری تغییر یابد.