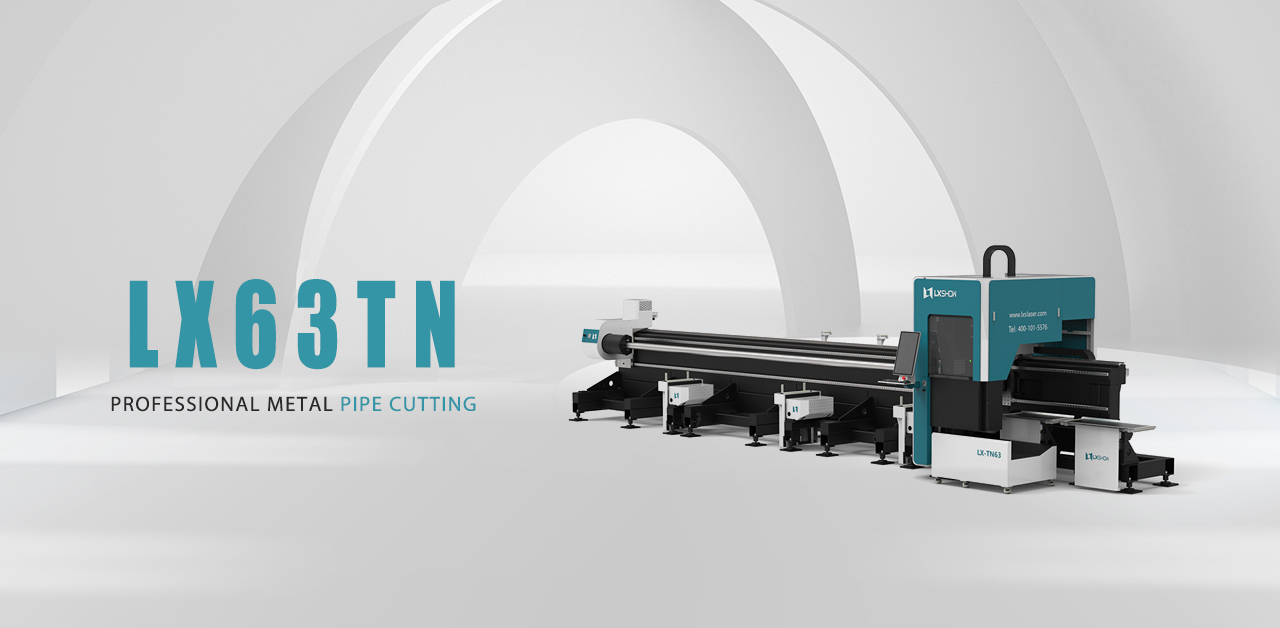

Piezak Alboko egitura zintzilikaria pieza bakarreko soldatatutako ohea
Alboko egitura zintzilikaria pieza bakarreko soldatatutako ohea Oheak alboko egitura zintzilikaria eta pieza bakarreko ohe soldatua hartzen ditu, barne-tentsioa ezabatzeko errea dena. Mekanizazio zakarraren ondoren, bibrazio-zahartzea egiten da mekanizazioa amaitu aurretik, horrela makina-erremintaren zurruntasuna eta egonkortasuna asko hobetuz eta makina-erremintaren zehaztasuna bermatuz. AC servo motorraren unitatea kontrol numeriko sistemak kontrolatzen du, eta mandrilak Y norabidean mugimendu errepikakorra egiten du motorrak gidatu ondoren, mugimendu azkarra eta elikatze-mugimendua lortuz. Bai Y ardatzeko kremailera bai gida-errail lineala zehaztasun handiko produktuekin eginda daude, eta horrek transmisioaren zehaztasuna eraginkortasunez bermatzen du; ibilbidearen bi muturretan dauden muga-etengailuak kontrolatzen dira, eta aldi berean muga gogorrerako gailu bat instalatzen da, makina-erremintaren mugimenduaren segurtasuna eraginkortasunez bermatuz; makina-erreminta lubrifikazio-gailu automatikoarekin hornituta dago, ohearen zati mugikorrei lubrifikazio-olioa gehitzen diena tarte erregularretan, zati mugikorrak egoera onean dabiltzala ziurtatzeko, eta horrek gida-errailen, engranajeen eta kremaileren bizitza erabilgarria hobetu dezake.
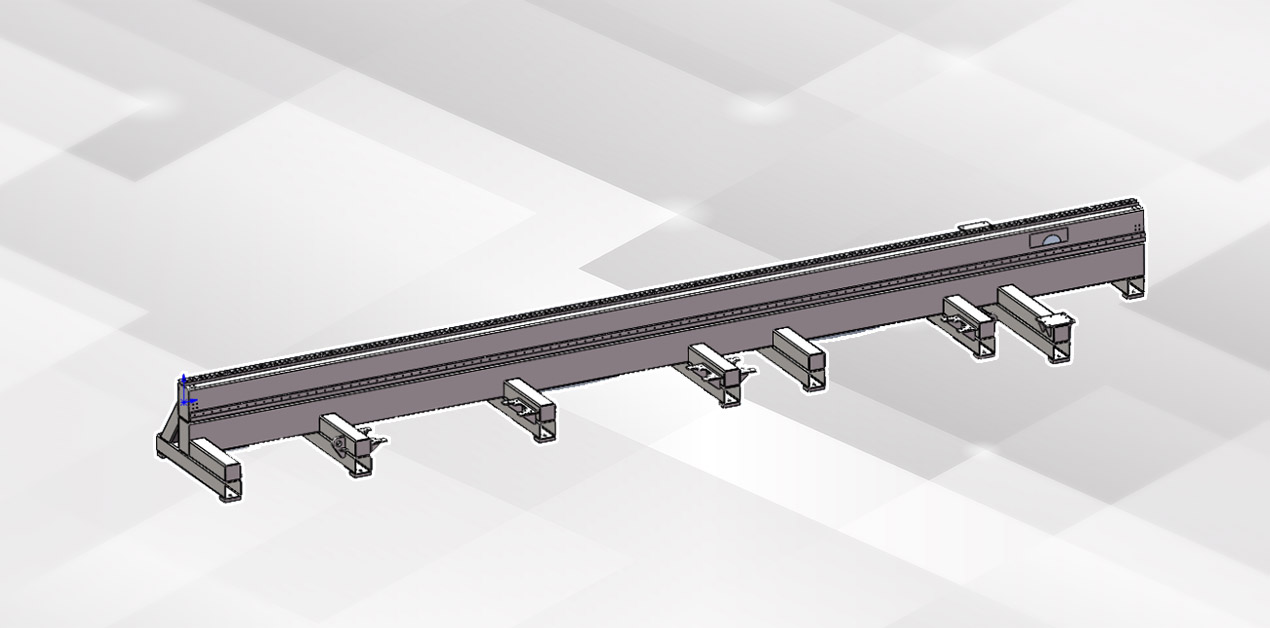
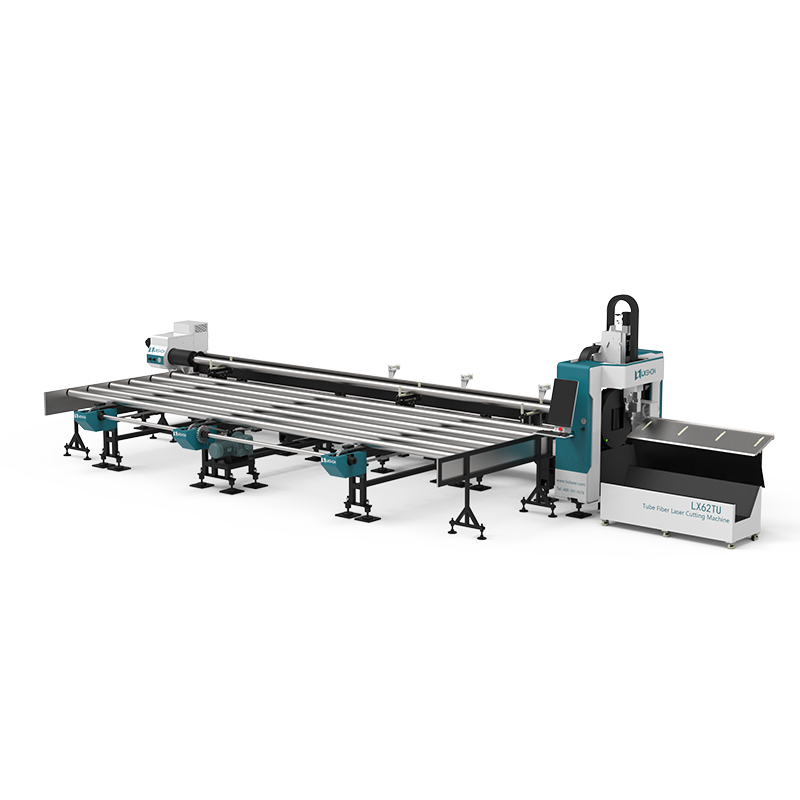
Bi euskarri-mekanismo multzo daude instalatuta ohean, eta bi mota daude eskuragarri: 1. Jarraipen-euskarria servo-motor independente batek kontrolatzen du gora eta behera mugitzeko, batez ere hodi luze moztuen (diametro txikiko hodiak) deformazio gehiegizkoaren jarraipen-euskarria emateko. Atzeko mandrila dagokion posiziora mugitzen denean, euskarri laguntzailea jaitsi daiteke saihesteko. 2. Diametro aldakorreko gurpil-euskarria zilindroak altxatu eta jaisten du, eta eskuz doi daiteke eskala-posizio desberdinetara tamaina desberdinetako hodiak eusteko.
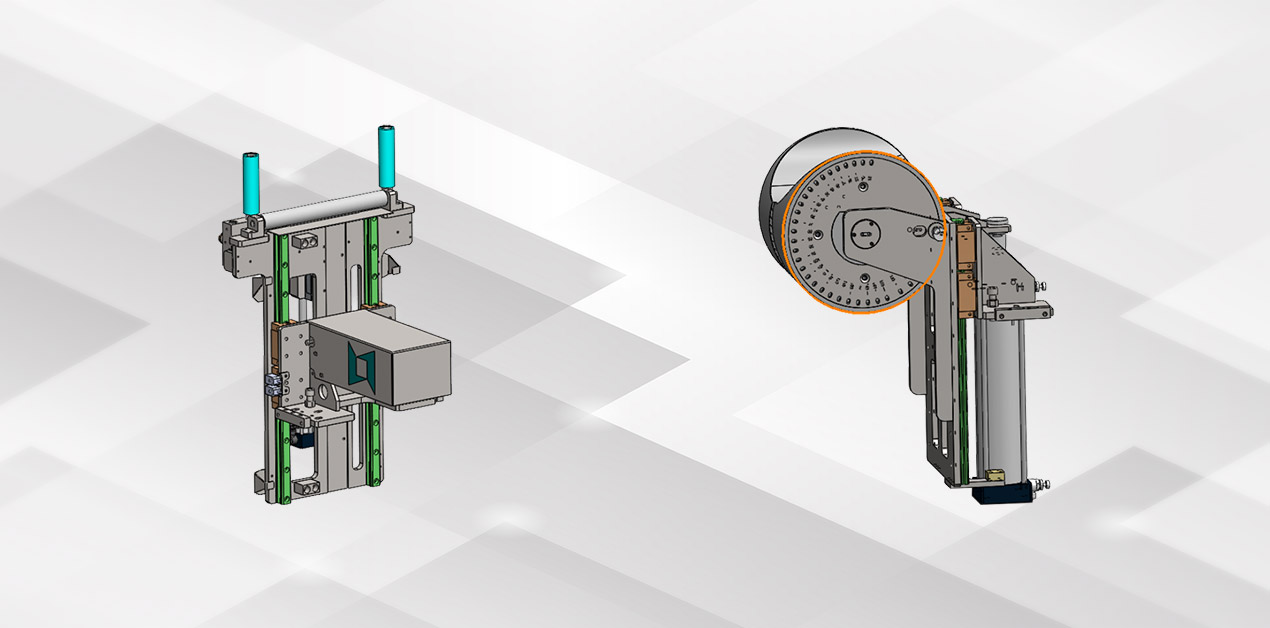
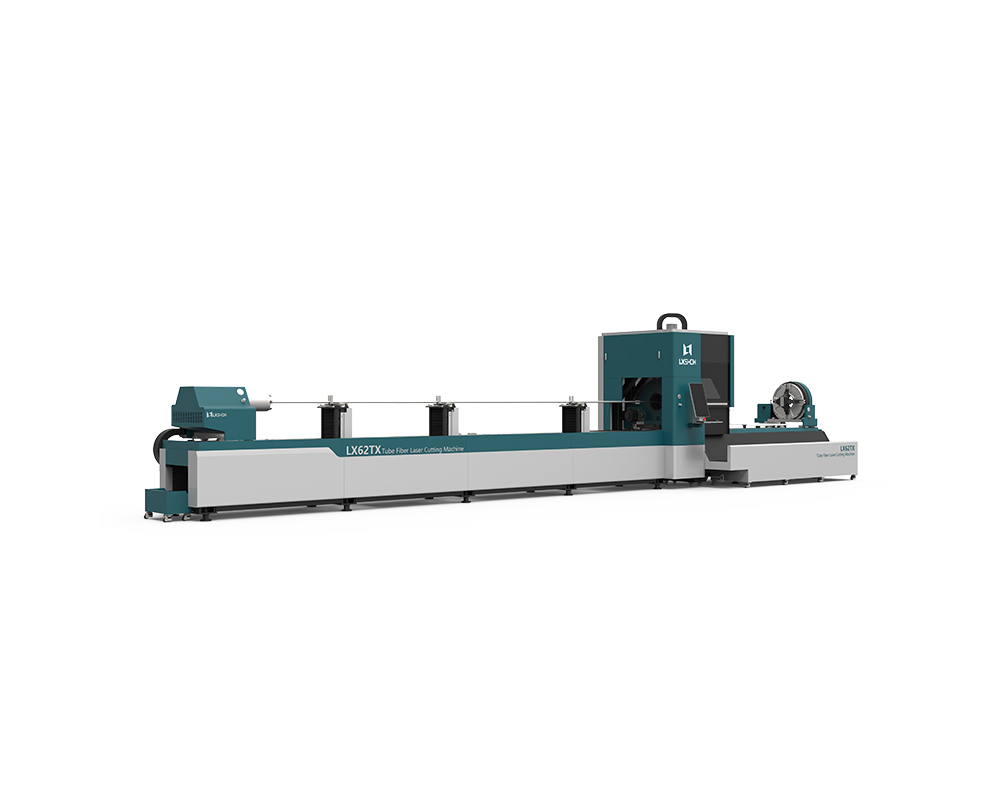
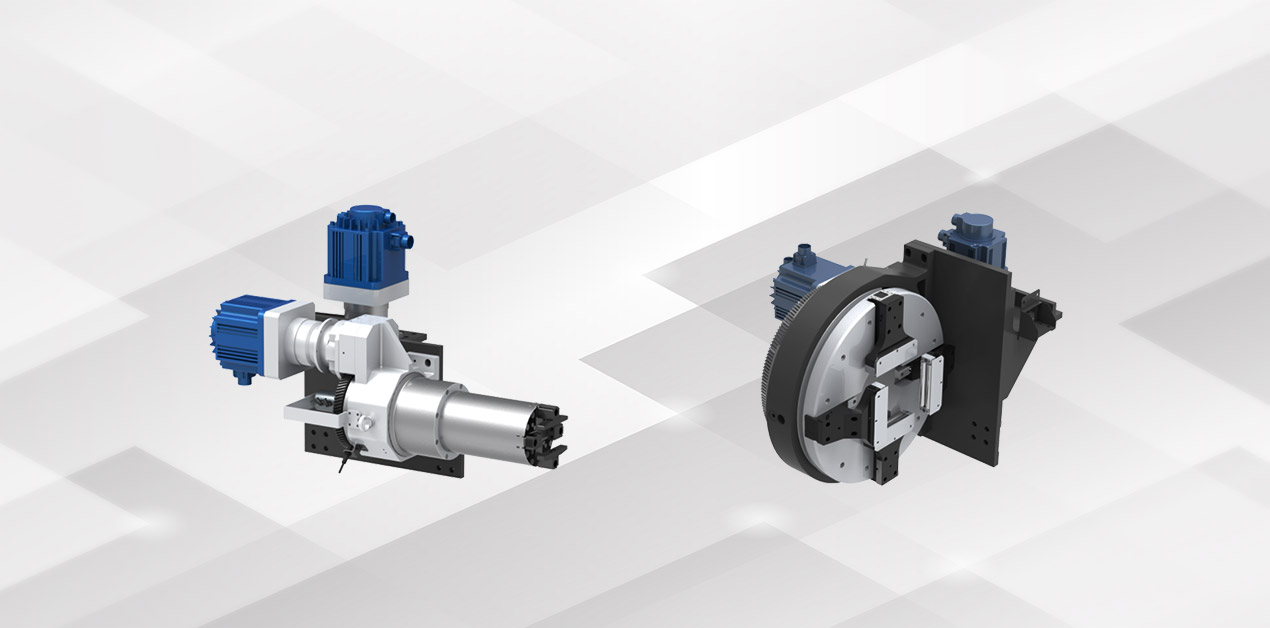
Mandrila bi mandril pneumatikotan banatuta dago, aurreko eta atzekoetan, ibilbide osokoak, eta biak Y norabidean mugi daitezke. Atzeko mandrilak hodia lotu eta elikatzeaz arduratzen da, eta aurreko mandrila ohearen amaieran instalatzen da materialak lotzeko. Aurreko eta atzeko mandrilak servo motorren bidez mugitzen dira, hurrenez hurren, biraketa sinkronoa lortzeko. Mandril bikoitzen lotura-loturaren pean, isats motzeko ebaketa egin daiteke, eta ahoko isats motzak 20-40 mm-ra irits daiteke, isats luzeagoaren isats motzeko ebaketa onartzen duen bitartean. TN serieko hodiak ebatzeko makinak mandrilaren mugimendua eta saihesteko metodoa hartzen du, eta horrek bi mandrilekin ebaketa egin dezake uneoro, eta ez du hodia luzeegia eta ezegonkorra izango, eta zehaztasuna ez da nahikoa izango.
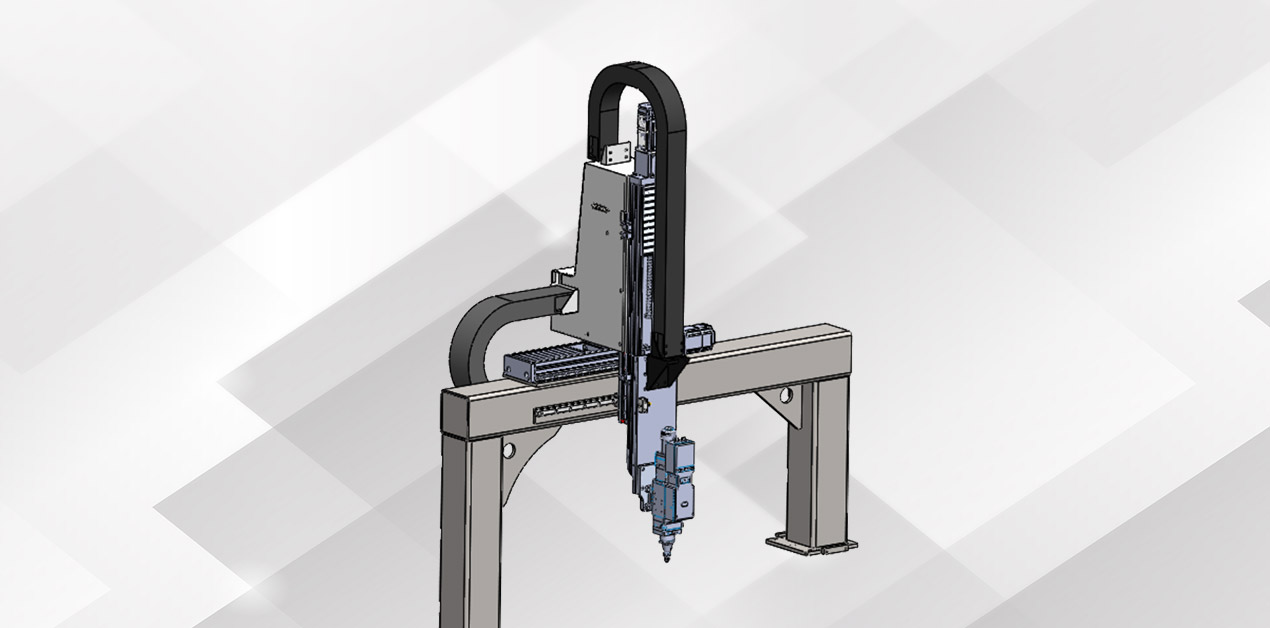
X ardatzeko gailuaren zeharkako habeak zubi-egitura bat hartzen du, hodi karratu eta altzairuzko xafla konbinazio batez soldatuta dagoena. Zubi-osagaia ohean finkatuta dago, eta X ardatza servo-motor batek gidatzen du kremailera eta pinoia mugitzeko, irristagailu-plakaren X norabidean mugimendu errepikakorra lortzeko. Mugimendu-prozesuan, muga-etengailuak ibilaldia kontrolatzen du posizioa mugatzeko, sistemaren funtzionamenduaren segurtasuna bermatzeko. Aldi berean, X/Z ardatzak bere organo-estalki propioa du barne-egitura babesteko eta babes hobea eta hautsa kentzeko efektuak lortzeko. Z ardatzeko gailuak batez ere laser-buruaren gora eta behera mugimendua egiten du. Z ardatza CNC ardatz gisa erabil daiteke bere interpolazio-mugimendua egiteko, eta, aldi berean, X eta Y ardatzekin lotu daiteke, eta jarraipen-kontrolera ere alda daiteke egoera desberdinen beharrei erantzuteko.