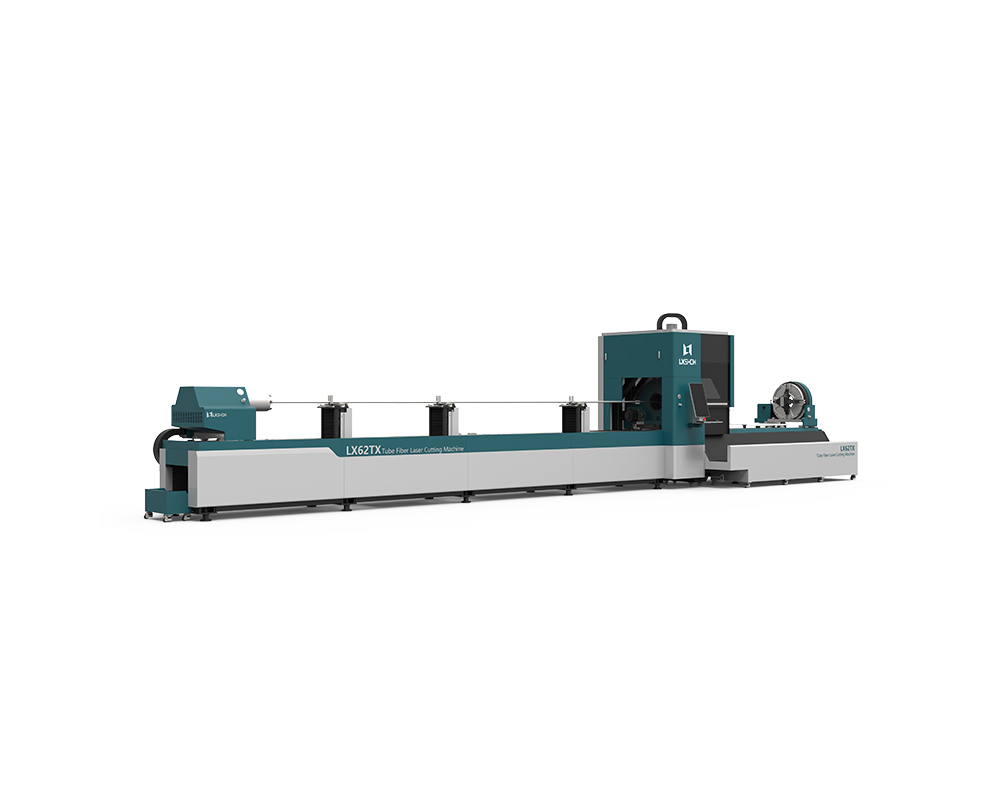

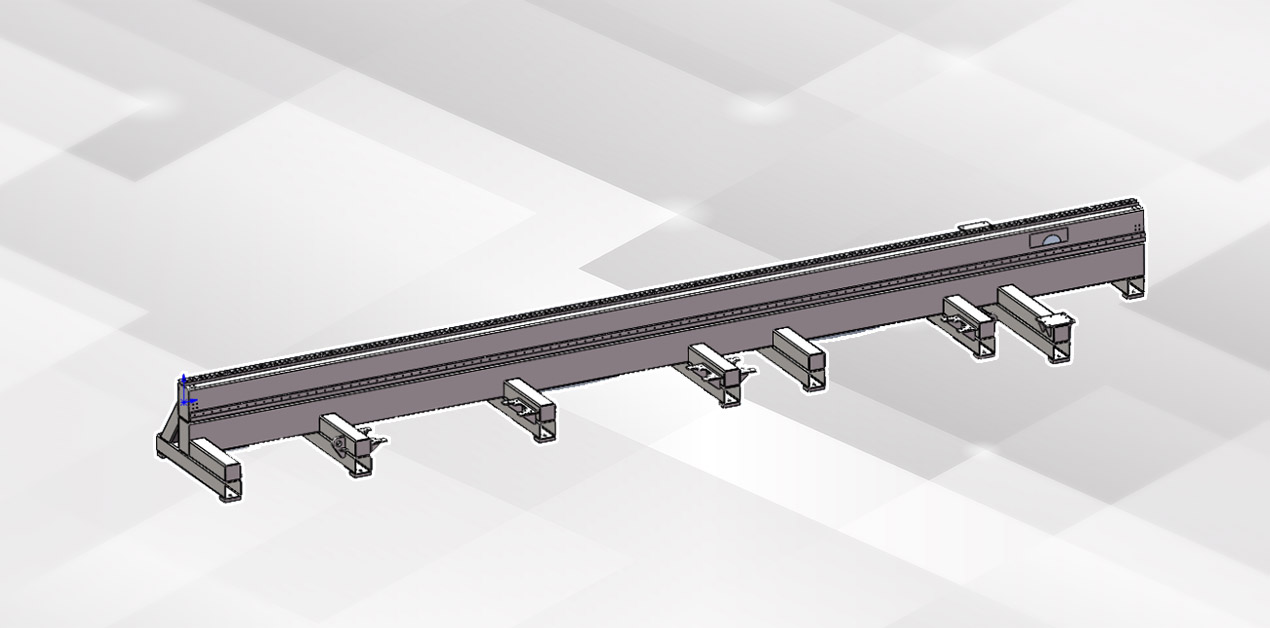
Dele Sidehængende struktur i ét stykke svejset seng
Sidehængende struktur i ét stykke svejset seng Lejet har en sidehængende struktur og et svejset leje i ét stykke, som er udglødet for at eliminere intern spænding. Efter grovbearbejdning udføres vibrationsældning før færdigbearbejdning, hvilket forbedrer maskinens stivhed og stabilitet betydeligt og sikrer maskinens nøjagtighed. AC-servomotordrevet styres af det numeriske styresystem, og spændepatronen udfører en frem- og tilbagegående bevægelse i Y-retningen efter motoren, hvilket realiserer hurtig bevægelse og fremføringsbevægelse. Både Y-aksens tandstang og den lineære styreskinne er lavet af højpræcisionsprodukter, hvilket effektivt garanterer transmissionens nøjagtighed; grænseafbryderne i begge ender af slaget styres, og der er installeret en hård grænseanordning på samme tid, hvilket effektivt sikrer maskinens bevægelsessikkerhed; maskinen er udstyret med en automatisk smøreanordning, der tilsætter smøreolie til lejets bevægelige dele med jævne mellemrum for at sikre, at de bevægelige dele kører i god stand, hvilket kan forbedre levetiden for styreskinner, gear og tandstænger.
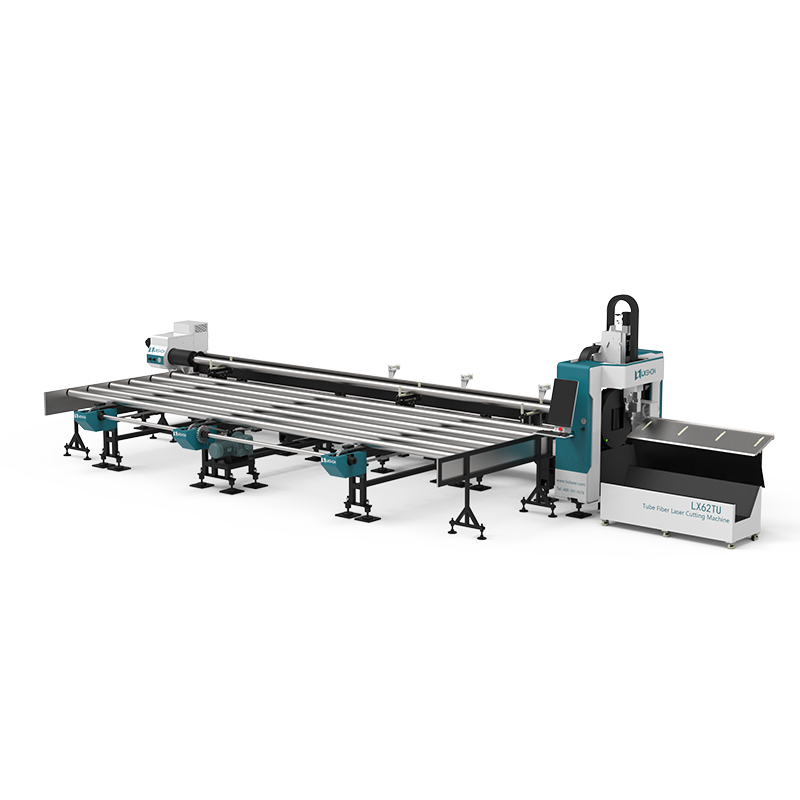
Der er installeret 2 sæt støttemekanismer på lejet, og der er to typer tilgængelige: 1. Følgestøtten styres af en uafhængig servomotor, der bevæger sig op og ned, primært for at udføre følgestøtte ved overdreven deformation af lange, afskårne rør (rør med små diametre). Når den bagerste borepatron bevæger sig til den tilsvarende position, kan hjælpestøtten sænkes for at undgå det. 2. Hjulstøtten med variabel diameter løftes og sænkes af cylinderen, og den kan manuelt justeres til forskellige skalapositioner for at understøtte rør i forskellige størrelser.
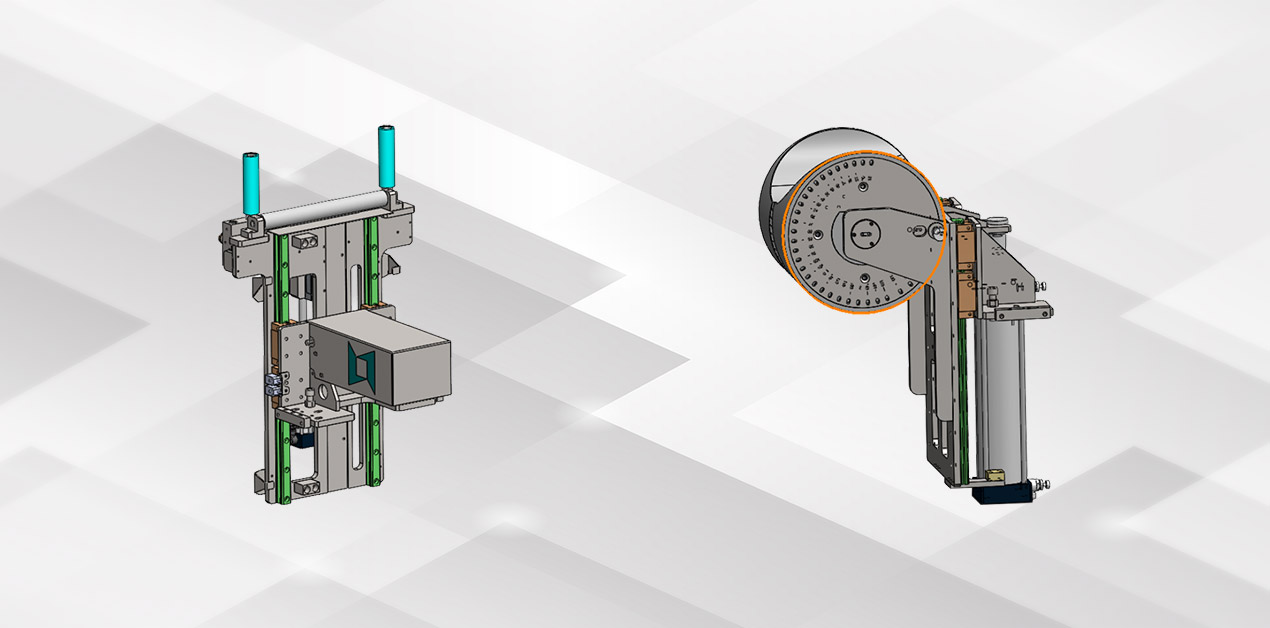
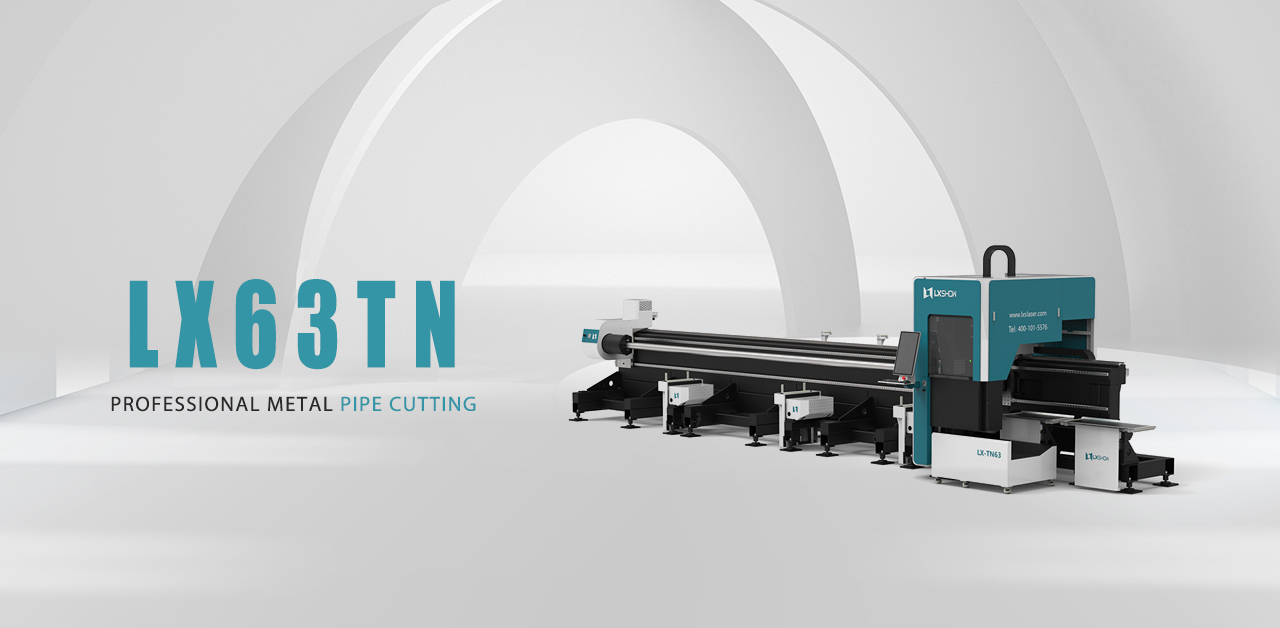
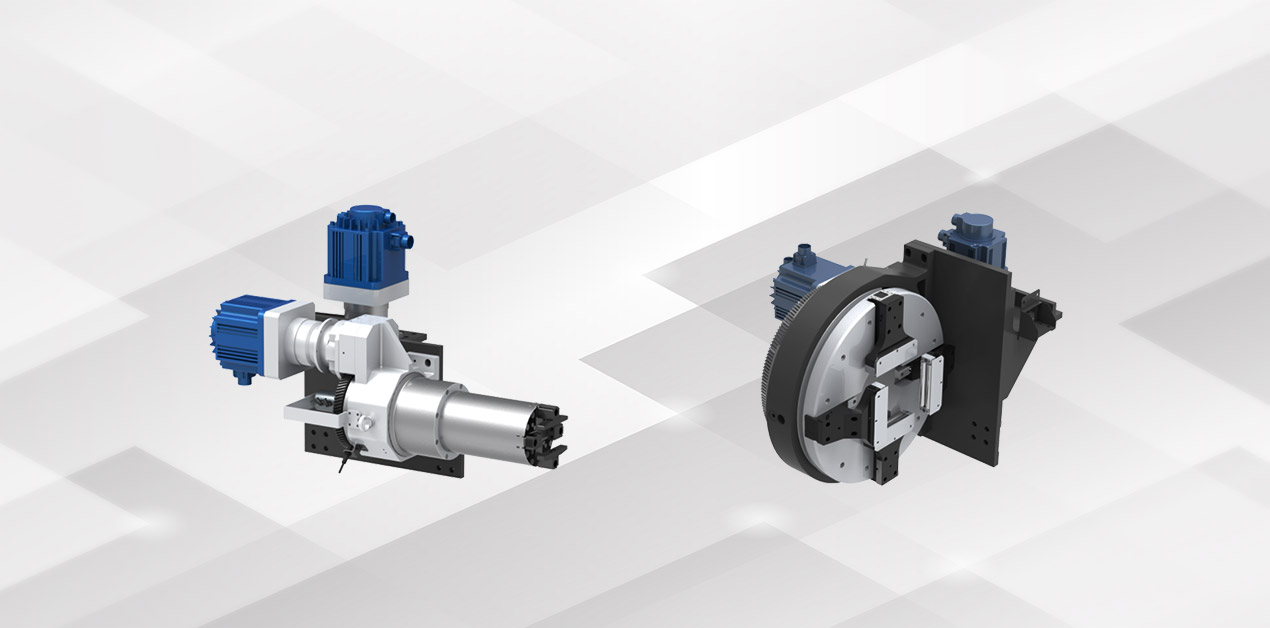
Spændepatronen er opdelt i to pneumatiske fuldslagsspændepatroner forreste og bageste, som begge kan bevæge sig i Y-retningen. Den bageste spændepatron er ansvarlig for fastspænding og fremføring af røret, og den forreste spændepatron er installeret for enden af lejet til fastspænding af materialer. Den forreste og bageste spændepatron drives henholdsvis af servomotorer for at opnå synkron rotation. Under fælles fastspænding af dobbeltspændepatroner kan der opnås kort haleskæring, og den korte hale af mundingen kan nå 20-40 mm, samtidig med at den understøtter kort haleskæring af længere hale. TN-serien af rørskæremaskine anvender metoden med spændepatronbevægelse og -undgåelse, hvilket kan opnå skæring med to spændepatroner hele tiden og ikke forårsager, at røret bliver for langt og ustabilt, og præcisionen er utilstrækkelig.
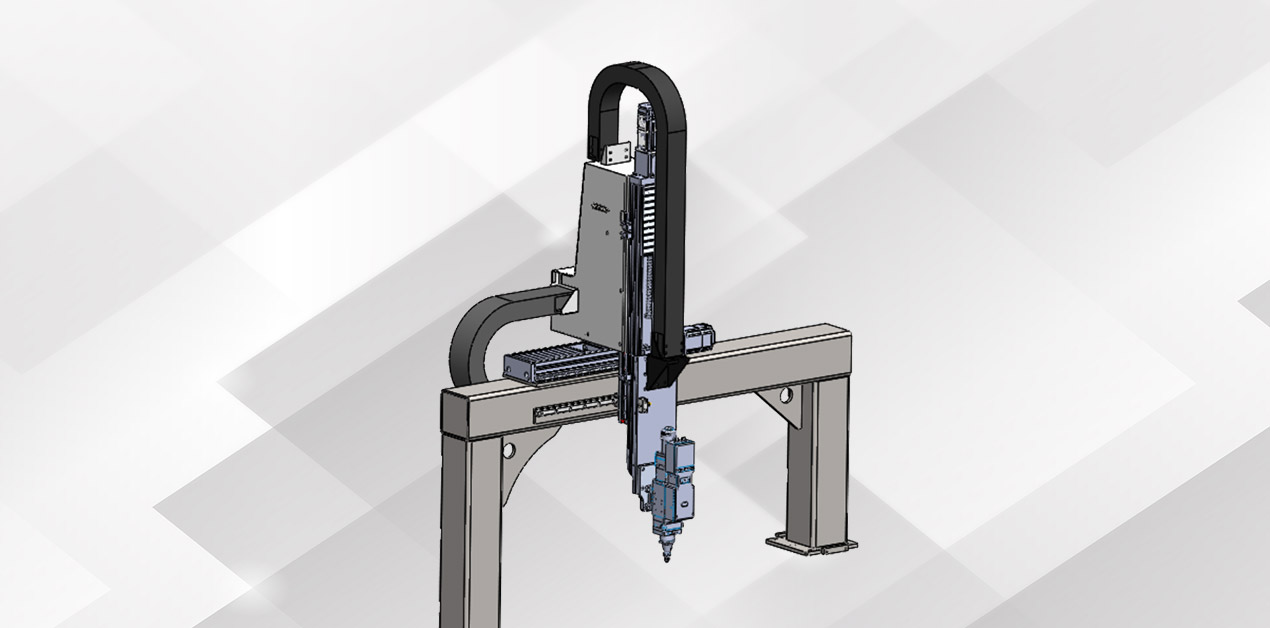
Tværbjælken på X-akseenheden anvender en gantry-struktur, der er svejset af en kombination af firkantrør og stålplade. Gantry-komponenten er fastgjort på lejet, og X-aksen drives af en servomotor for at drive tandstangen og tandhjulet for at realisere glidepladens frem- og tilbagegående bevægelse i X-retningen. Under bevægelsesprocessen styrer grænseafbryderen slaget for at begrænse positionen for at sikre systemets drift. Samtidig har X/Z-aksen sit eget organdæksel for at beskytte den indre struktur og opnå bedre beskyttelse og støvfjernelseseffekter. Z-akseenheden realiserer primært laserhovedets op- og nedadgående bevægelse. Z-aksen kan bruges som en CNC-akse til at udføre sin egen interpolationsbevægelse, og samtidig kan den forbindes med X- og Y-akserne og kan også skiftes til opfølgningskontrol for at imødekomme behovene i forskellige situationer.