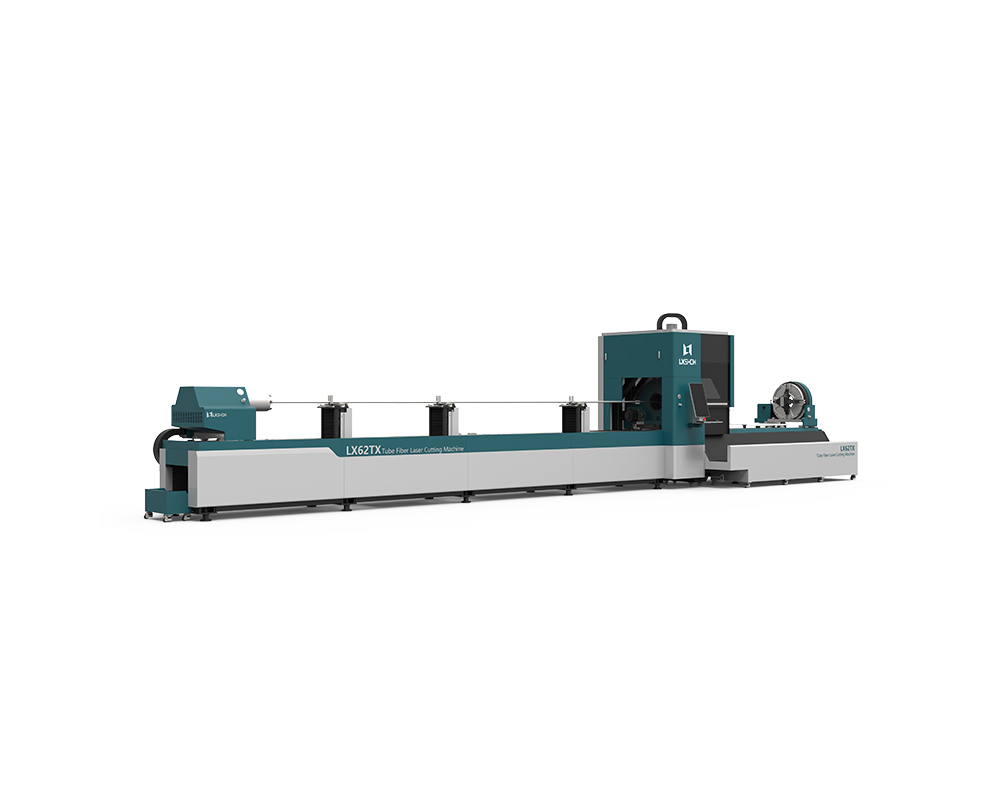

Díly Bočně zavěšená konstrukce - jednodílná svařovaná postel
Bočně zavěšená konstrukce - jednodílná svařovaná postel Lože má bočně zavěšenou konstrukci a jednodílné svařované lože, které je žíháno pro odstranění vnitřního pnutí. Po hrubém obrábění se před dokončovacím obráběním provádí vibrační stárnutí, čímž se výrazně zlepšuje tuhost a stabilita obráběcího stroje a zajišťuje jeho přesnost. Pohon střídavého servomotoru je řízen numerickým řídicím systémem a sklíčidlo po rozjezdu motoru vykonává vratný pohyb ve směru Y, čímž se dosahuje rychlého pohybu a posuvu. Hřebenový hřeben osy Y i lineární vodicí lišta jsou vyrobeny z vysoce přesných materiálů, což účinně zaručuje přesnost převodu; koncové spínače na obou koncích zdvihu jsou řízeny a současně je instalováno pevné omezovací zařízení, které účinně zajišťuje bezpečnost pohybu obráběcího stroje; obráběcí stroj je vybaven automatickým mazacím zařízením, které v pravidelných intervalech přidává mazací olej do pohyblivých částí lože, aby se zajistil jejich dobrý chod, což může zlepšit životnost vodicích lišt, ozubených kol a hřebenových hřebenů.
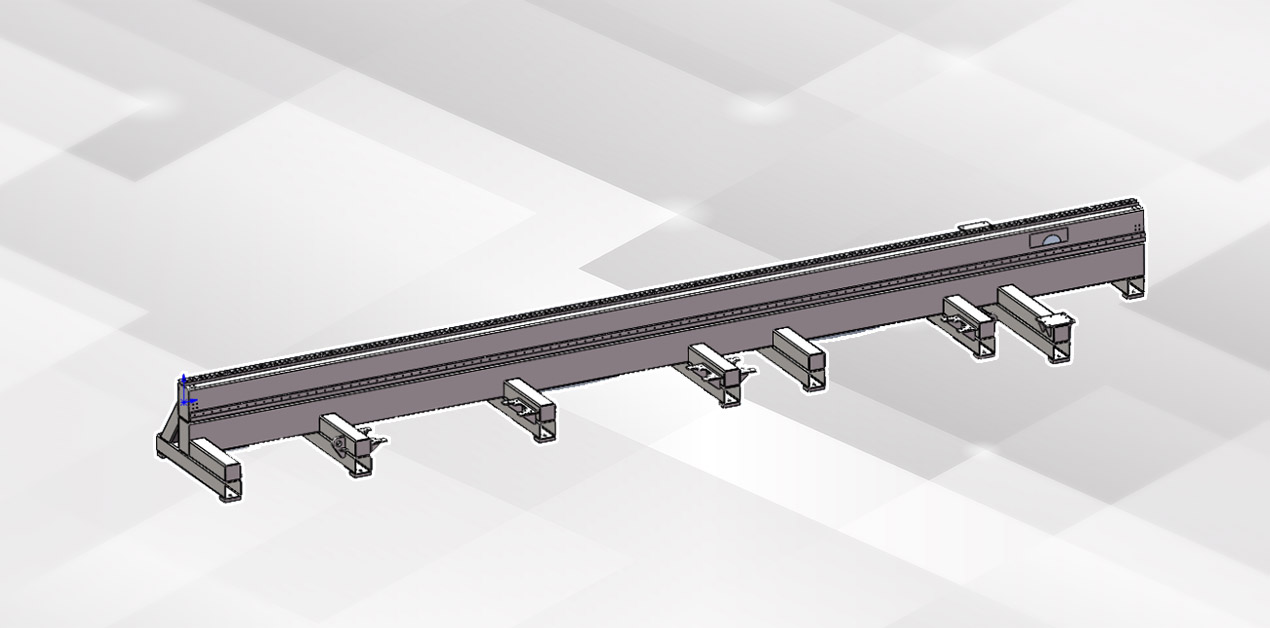
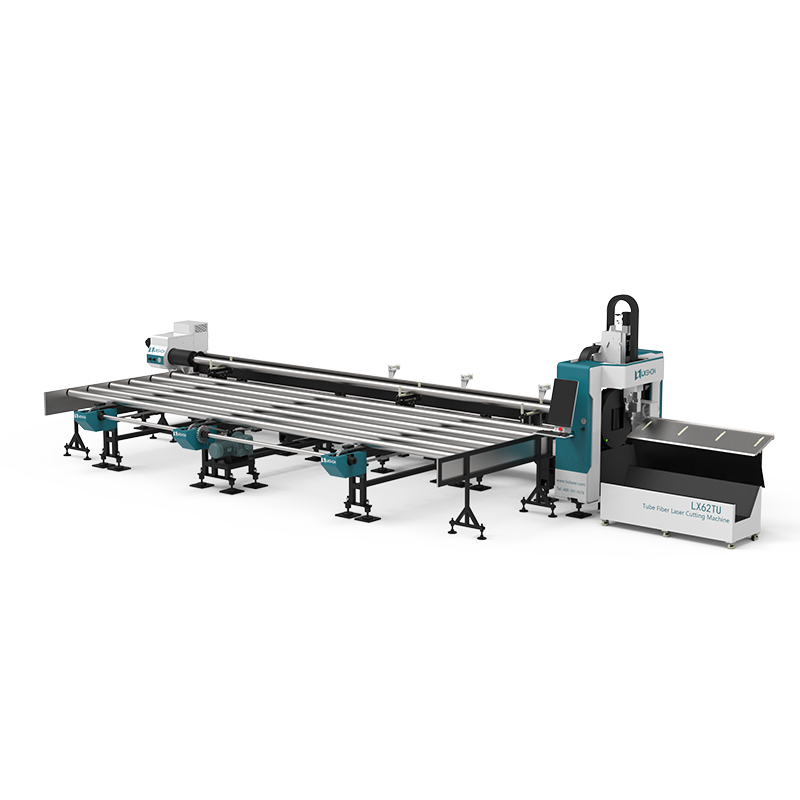
Na loži jsou instalovány 2 sady podpůrných mechanismů a k dispozici jsou dva typy: 1. Následná podpěra je řízena nezávislým servomotorem a pohybuje se nahoru a dolů, zejména pro zajištění následné podpory při nadměrné deformaci dlouhých řezaných trubek (trubek s malým průměrem). Když se zadní sklíčidlo přesune do odpovídající polohy, lze pomocnou podpěru spustit, aby se tomu zabránilo. 2. Podpěra kola s proměnným průměrem se zvedá a spouští pomocí válce a lze ji ručně nastavit do různých poloh stupnice pro podepření trubek různých velikostí.
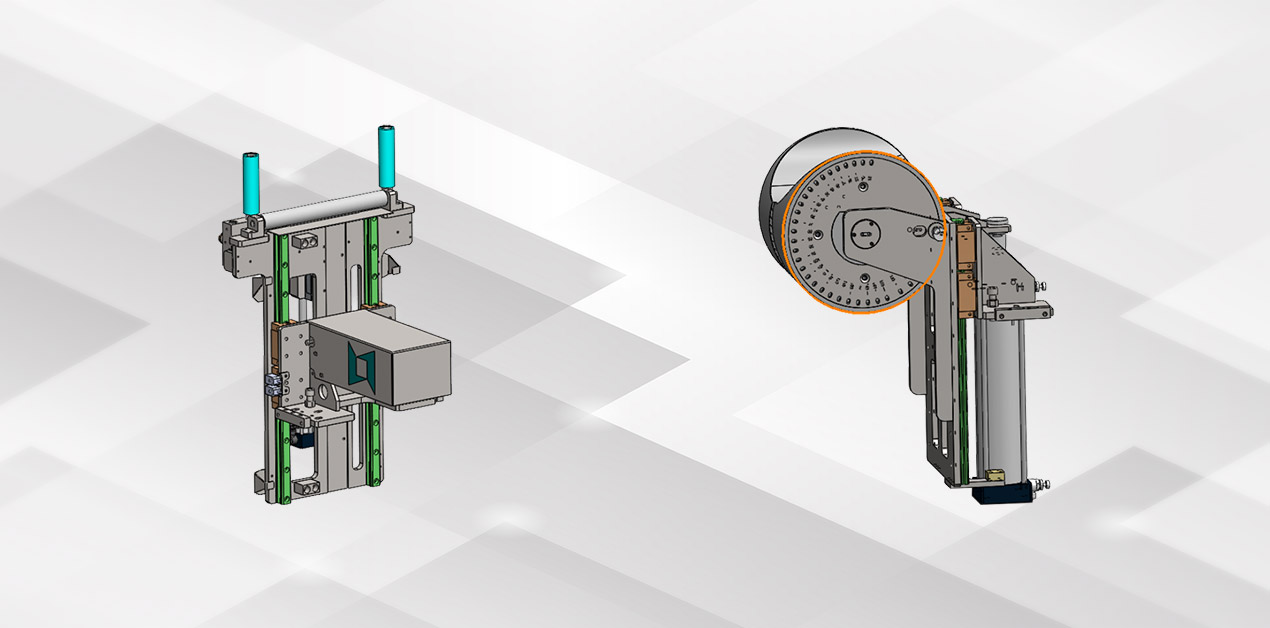
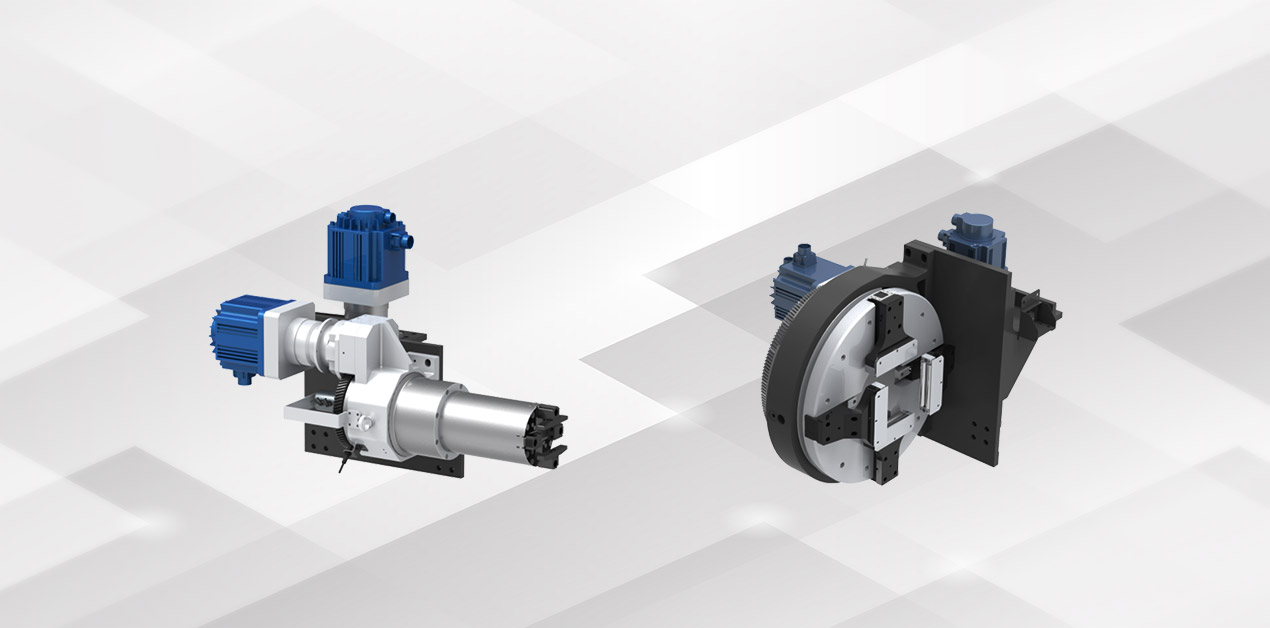
Sklíčidlo je rozděleno na přední a zadní dva pneumatické sklíčidla s plným zdvihem, která se mohou pohybovat ve směru Y. Zadní sklíčidlo je zodpovědné za upínání a podávání trubky a přední sklíčidlo je instalováno na konci lože pro upínání materiálů. Přední a zadní sklíčidlo jsou poháněny servomotory pro dosažení synchronní rotace. Při společném upínání dvojitých sklíčidel lze realizovat řezání krátkých konců, přičemž krátký konec ústí může dosáhnout 20-40 mm, přičemž je možné řezání krátkých konců delších konců. Řezačka trubek řady TN používá metodu pohybu sklíčidla a vyhýbání se, která umožňuje řezání dvěma sklíčidly po celou dobu a nezpůsobuje příliš dlouhé a nestabilní potrubí a nedostatečnou přesnost.
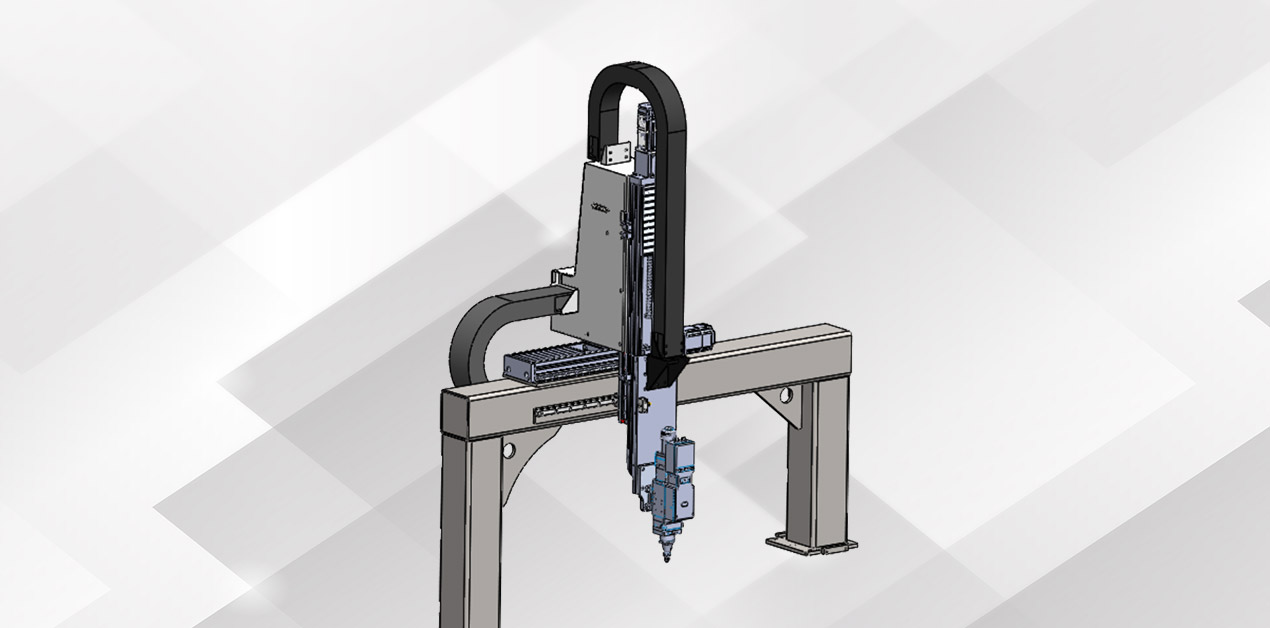
Příčný nosník zařízení osy X má portálovou konstrukci, která je svařena kombinací čtvercové trubky a ocelového plechu. Portálový komponent je upevněn na loži a osa X je poháněna servomotorem, který pohání ozubený hřeben a pastorek a zajišťuje vratný pohyb posuvné desky ve směru X. Během pohybu koncový spínač řídí zdvih a omezuje polohu, aby byla zajištěna bezpečnost provozu systému. Osa X/Z má zároveň vlastní kryt orgánů, který chrání vnitřní strukturu a dosahuje lepší ochrany a účinků odstraňování prachu. Zařízení osy Z realizuje především pohyb laserové hlavy nahoru a dolů. Osa Z může být použita jako CNC osa pro provádění vlastního interpolačního pohybu a zároveň může být propojena s osami X a Y a může být také přepnuta na následné řízení pro splnění potřeb různých situací.