










نازل تغذیه پودر
۱. نازل تغذیه پودر کواکسیال سه طرفه/چهار طرفه: پودر مستقیماً از سه طرفه/چهار طرفه خارج میشود، در یک نقطه همگرا میشود، نقطه همگرایی کوچک است، جهت پودر کمتر تحت تأثیر جاذبه قرار میگیرد و جهتگیری آن خوب است، مناسب برای ترمیم لیزری سهبعدی و چاپ سهبعدی.
۲. نازل تغذیه پودر کواکسیال حلقوی: پودر توسط سه یا چهار کانال وارد میشود و پس از عملیات همگنسازی داخلی، پودر به صورت حلقهای خارج شده و همگرا میشود. نقطه همگرایی نسبتاً بزرگ اما یکنواختتر است و برای ذوب لیزری با نقاط بزرگ مناسبتر است. برای روکشکاری لیزری با زاویه شیب در محدوده ۳۰ درجه مناسب است.
۳. نازل تغذیه پودر جانبی: ساختار ساده، هزینه کم، نصب و تنظیم راحت؛ فاصله بین خروجیهای پودر زیاد است و قابلیت کنترل پودر و نور بهتر است. با این حال، پرتو لیزر و ورودی پودر نامتقارن هستند و جهت اسکن محدود است، بنابراین نمیتواند یک لایه روکش یکنواخت در هر جهتی ایجاد کند، بنابراین برای روکش سهبعدی مناسب نیست.
۴. نازل تغذیه پودر میلهای شکل: پودر از دو طرف وارد میشود، پس از همگنسازی توسط ماژول خروجی پودر، پودر میلهای شکل خارج میشود و در یک مکان جمع میشود تا یک نقطه پودر نواری شکل ۱۶ میلیمتری * ۳ میلیمتری (قابل تنظیم) تشکیل شود و ترکیب مربوطه از نقاط نواری شکل میتواند تعمیر سطح لیزر با فرمت بزرگ را محقق کند و کارایی را تا حد زیادی بهبود بخشد.
تغذیه کننده پودر
پارامترهای اصلی فیدر پودر دو بشکه
مدل تغذیه کننده پودر: EMP-PF-2-1
سیلندر تغذیه پودر: تغذیه پودر دو سیلندر، PLC مستقل قابل کنترل
حالت کنترل: تغییر سریع بین حالت اشکالزدایی و تولید
ابعاد: ۶۰۰ میلیمتر × ۵۰۰ میلیمتر × ۱۴۵۰ میلیمتر (طول، عرض و ارتفاع)
ولتاژ: 220 ولت متناوب، 50 هرتز؛
قدرت: ≤1kw
اندازه ذرات پودر قابل ارسال: 20-200 میکرومتر
سرعت دیسک تغذیه پودر: تنظیم سرعت بدون تغییر سرعت 0-20 دور در دقیقه؛
دقت تکرار تغذیه پودر: <±2%؛
منبع گاز مورد نیاز: نیتروژن/آرگون
سایر: رابط کاربری را میتوان مطابق با الزامات سفارشیسازی کرد


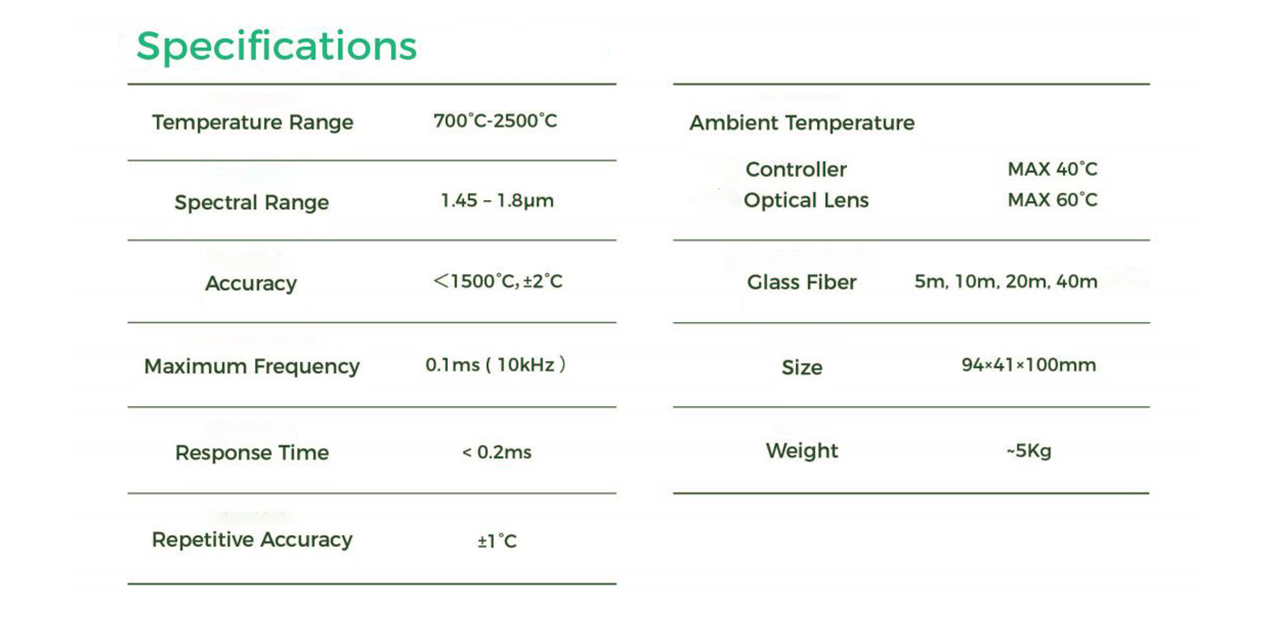
پیرومتر لیزری
کنترل دمای حلقه بسته، مانند کوئنچ لیزری، روکشکاری و عملیات سطحی، میتواند دمای سخت شدن لبهها، برآمدگیها یا سوراخها را به طور دقیق حفظ کند.
محدوده دمای آزمایش از ۷۰۰℃ تا ۲۵۰۰℃ است.
کنترل حلقه بسته، تا 10 کیلوهرتز.
بستههای نرمافزاری قدرتمند برای
تنظیم فرآیند، تجسم، و
ذخیره سازی داده ها.
ترمینالهای ورودی/خروجی صنعتی با ورودی/خروجی دیجیتال ۲۴ ولت و آنالوگ ۰-۱۰ ولت برای خطوط اتوماسیون
ادغام و اتصال لیزری.
مزایای روکش لیزری


کاربردهای روکش لیزری
●در صنعت خودرو، مانند سوپاپهای موتور، شیارهای سیلندر، چرخدندهها، نشیمنگاه سوپاپ دود و برخی قطعاتی که نیاز به مقاومت سایشی، حرارتی و خوردگی بالا دارند؛
● در صنعت هوافضا، برخی از پودرهای آلیاژی روی سطح آلیاژهای تیتانیوم پوشش داده میشوند تا مشکل آلیاژهای تیتانیوم حل شود. معایب آن ضریب اصطکاک بالا و مقاومت سایشی ضعیف است.
● پس از اینکه سطح قالب در صنعت قالبسازی با روکش لیزری پوشش داده میشود، سختی سطح، مقاومت در برابر سایش و مقاومت در برابر دمای بالا به طور قابل توجهی بهبود مییابد.
●کاربرد روکش لیزری برای رولها در صنعت فولاد بسیار رایج شده است.
پارامتر
اصل کار روکش لیزری
با افزودن مواد روکش روی سطح زیرلایه و استفاده از پرتو لیزر با چگالی انرژی بالا برای جوش دادن آن به لایه نازک روی سطح زیرلایه، یک لایه روکش با پیوند متالورژیکی روی سطح زیرلایه تشکیل میشود.
ما باید بدانیم
اگر میخواهید بدانید که آیا لیزر برای شما مناسب است یا خیر، باید نکات زیر را در نظر بگیرید:
۱. جنس محصول شما چیست؛ چه مادهای به روکش فلزی نیاز دارد؟
2. شکل و اندازه محصول، بهتر است عکس ها را ارائه دهید؛
۳. الزامات خاص پردازش شما: موقعیت پردازش، عرض، ضخامت و عملکرد محصول پس از پردازش؛
۴. نیاز به کارایی پردازش؛
۵. هزینه مورد نیاز چقدر است؟
۶. نوع لیزر (فیبر نوری یا نیمهرسانا)، میزان توان و اندازه فوکوس مورد نظر؛ چه یک ربات پشتیبان باشد و چه یک ماشین ابزار؛
۷. آیا با فرآیند روکشدهی لیزری آشنا هستید و آیا به پشتیبانی فنی نیاز دارید؟
۸. آیا الزام دقیقی برای وزن هد روکش لیزری وجود دارد (به خصوص بار ربات هنگام پشتیبانی از ربات باید در نظر گرفته شود)؛
۹. زمان تحویل مورد نیاز چقدر است؟
۱۰. آیا به نمونهبرداری نیاز دارید (از نمونهبرداری پشتیبانی کنید)


