









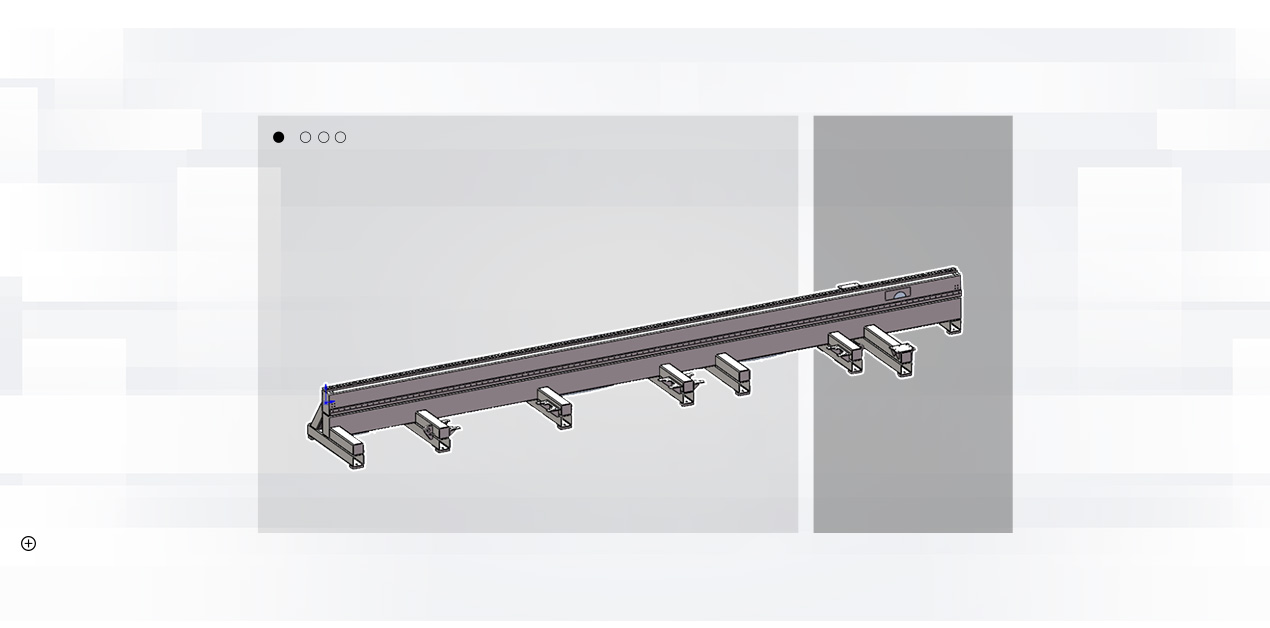
Strukturë-me-varje-anësore-me-shtrat-një-pjesësh-i-salduar
Shtrati përdor një strukturë të varur anash dhe një shtrat të salduar me një pjesë, i cili është i pjekur për të eliminuar stresin e brendshëm. Pas përpunimit të ashpër, plakja e dridhjeve kryhet para përfundimit të përpunimit, duke përmirësuar kështu shumë ngurtësinë dhe stabilitetin e makinës dhe duke siguruar saktësinë e makinës. Motori servo AC kontrollohet nga sistemi i kontrollit numerik, dhe mandrina realizon lëvizje reciproke në drejtimin Y pasi motori të jetë në lëvizje, duke realizuar lëvizje të shpejtë dhe lëvizje ushqyese. Si rafti i boshtit Y ashtu edhe shina udhëzuese lineare janë bërë nga produkte me precizion të lartë, të cilat garantojnë në mënyrë efektive saktësinë e transmetimit; çelësat e limitit në të dy skajet e goditjes kontrollohen, dhe një pajisje e fortë kufizuese është instaluar në të njëjtën kohë, e cila siguron në mënyrë efektive sigurinë e lëvizjes së makinës; makina është e pajisur me Pajisja automatike e lubrifikimit shton vaj lubrifikues në pjesët lëvizëse të shtratit në intervale të rregullta për të siguruar që pjesët lëvizëse të funksionojnë në gjendje të mirë, gjë që mund të përmirësojë jetëgjatësinë e shinave udhëzuese, ingranazheve dhe rafteve.
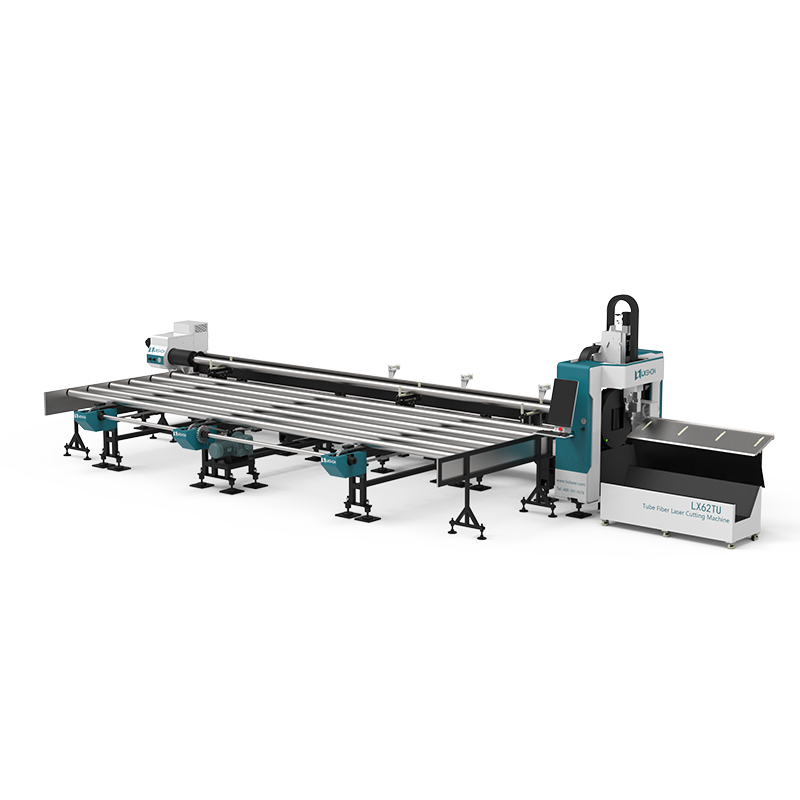
Pajisja e Ushqyerjes nga Përpara
Pajisja e furnizimit me ujë të përparmë përfshin një pllakë mbështetëse të kontrolluar nga një cilindër ajri, i cili mbështet tubin kur tubi i prerë është i gjatë dhe e parandalon atë nga varja.
Kur prehet pjesa e punës, cilindri mbështetës i ngritur mbështet pllakën mbështetëse për të mbështetur tubin dhe parandalon që ajo të varet. Kur pritet pjesa e punës, cilindrat mbështetës të ngritur tërhiqen të gjithë dhe pjesa e punës bie në pllakën bosh dhe rrëshqet në vendin e ruajtjes. Veprimi i cilindrit kontrollohet automatikisht nga sistemi.
Seksioni i përparmë ndahet gjithashtu në llojin e ndjekjes dhe llojin e rregullimit manual.

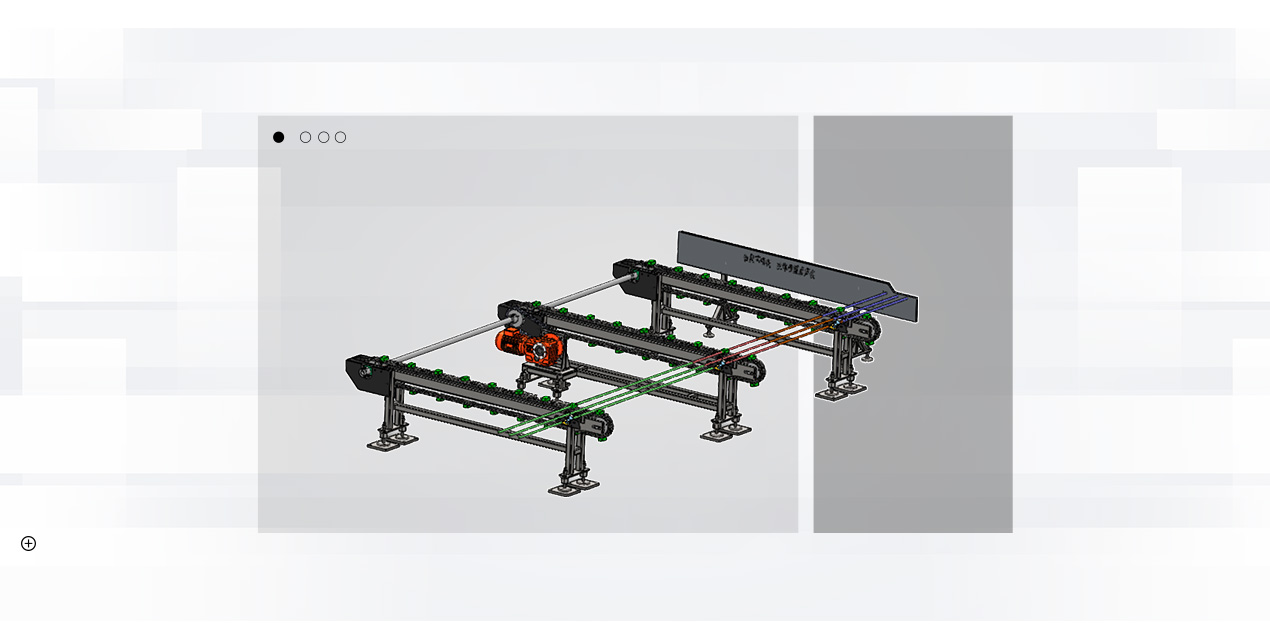
Pajisje gjysmë-automatike e furnizimit me zinxhir
I pajisur me 3 grupe pajisjesh furnizimi me zinxhir si standard, mund të realizojë furnizim gjysmëautomatik të tubave të rrumbullakët, tubave katrorë, tubave drejtkëndëshe dhe profileve, dhe kërkohet vendosje manuale.
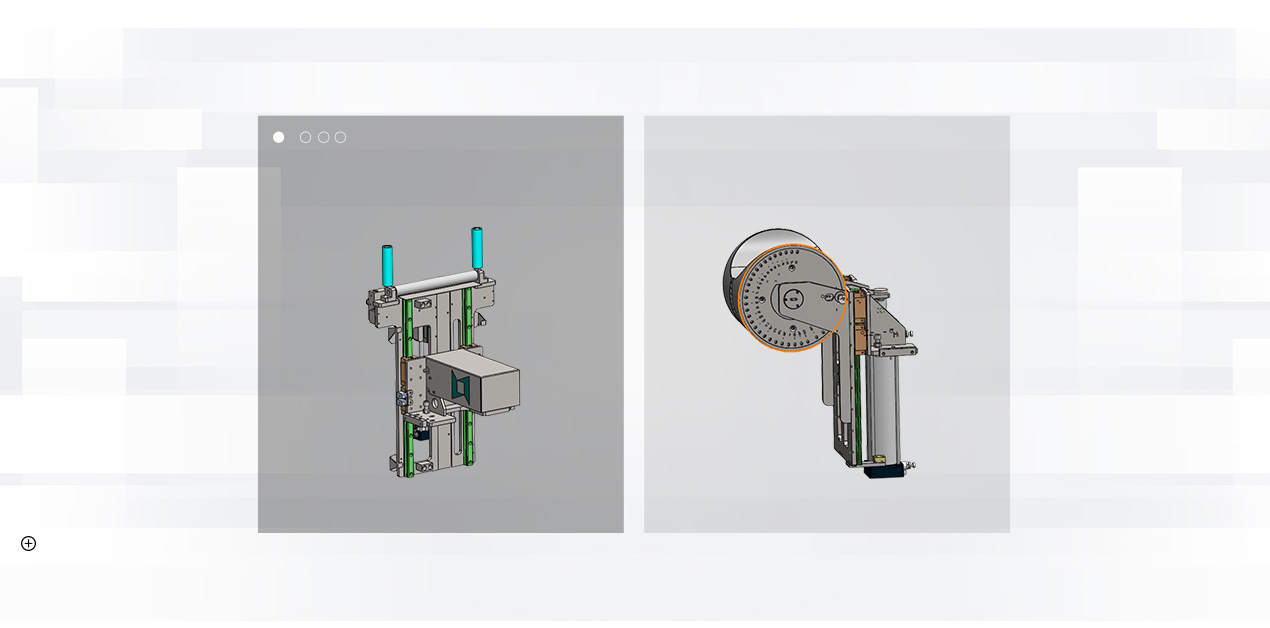
Mekanizmat Mbështetës
Në krevat janë instaluar 2 grupe mekanizmash mbështetës dhe janë në dispozicion dy lloje:
1. Mbështetësja pasuese kontrollohet nga një servomotor i pavarur për të lëvizur lart e poshtë, kryesisht për të kryer mbështetje pasuese për deformim të tepërt të tubave të prerë gjatë (tuba me diametër të vogël). Kur mandrina e pasme lëviz në pozicionin përkatës, mbështetësja ndihmëse mund të ulet për shmangie.
2. Mbështetësja e rrotës me diametër të ndryshueshëm ngrihet dhe ulet nga cilindri dhe mund të rregullohet manualisht në pozicione të ndryshme në shkallë për të mbështetur tuba me madhësi të ndryshme.

Chuck-Part
Mandrina është e ndarë në dy mandrina pneumatike me goditje të plotë përpara dhe dy në mandrina të pasme me goditje të plotë, të dyja mund të lëvizin në drejtimin Y. Mandrina e pasme është përgjegjëse për shtrëngimin dhe furnizimin e tubit, ndërsa mandrina e përparme është instaluar në fund të shtratit për shtrëngimin e materialeve. Mandrinat e përparme dhe të pasme vihen në lëvizje përkatësisht nga servomotorë për të arritur rrotullim sinkron.
Nën shtrëngimin e nyjeve të mandrinave të dyfishta, mund të realizohet prerja e bishtit të shkurtër, dhe bishti i shkurtër i gojës mund të arrijë 20-40 mm, duke mbështetur prerjen e bishtit të shkurtër të bishtit më të gjatë.
Makina prerëse e tubave të serisë TN përdor metodën e lëvizjes dhe shmangies së mandrinës, e cila mund të realizojë prerjen me dy mandrina gjatë gjithë kohës dhe nuk do të shkaktojë që tubi të jetë shumë i gjatë dhe i paqëndrueshëm, si dhe preciziteti nuk është i mjaftueshëm.
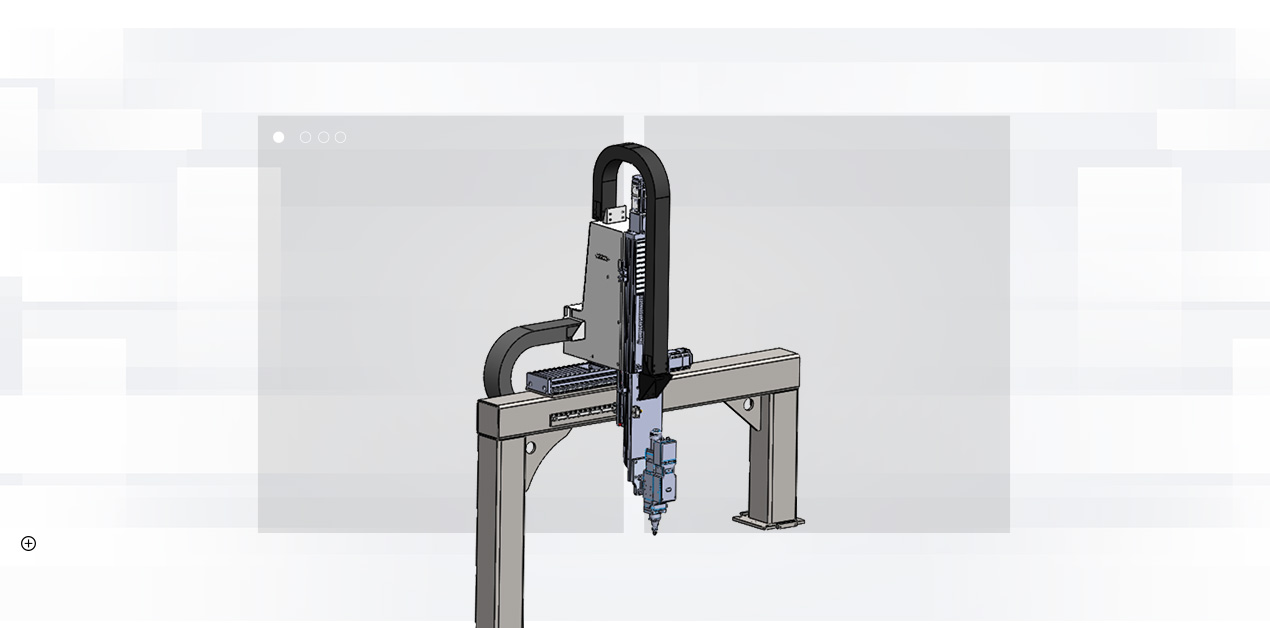
Pajisja e boshtit
Traversa e pajisjes me bosht X përdor një strukturë portal, e cila është e salduar nga një kombinim i tubit katror dhe pllakës së çelikut. Komponenti i portalit është i fiksuar në shtrat dhe boshti X drejtohet nga një servomotor për të drejtuar raftin dhe pinionin për të realizuar lëvizjen reciproke të pllakës rrëshqitëse në drejtimin X. Gjatë lëvizjes, çelësi limit kontrollon goditjen për të kufizuar pozicionin për të siguruar sigurinë e funksionimit të sistemit.
Në të njëjtën kohë, boshti X/Z ka mbulesën e vet të organeve për të mbrojtur strukturën e brendshme dhe për të arritur efekte më të mira mbrojtjeje dhe heqjeje të pluhurit.
Pajisja e boshtit Z realizon kryesisht lëvizjen lart e poshtë të kokës së lazerit.
Boshti Z mund të përdoret si një bosht CNC për të kryer lëvizjen e vet të interpolimit, dhe në të njëjtën kohë, mund të lidhet me boshtet X dhe Y, dhe gjithashtu mund të kalohet në kontroll pasues për të përmbushur nevojat e situatave të ndryshme.
Makinë automatike për prerjen e tubave metalikë me lazer me fibra dhe furnizim me fibra LX9TQA për aplikimin e çelikut të karbonit me çelik inox dhe hekur
Materialet e Aplikimit:
Makina e prerjes së metaleve me lazer me fibra është e përshtatshme për prerjen e metaleve si tub çeliku inox, tub çeliku i butë, tub çeliku karboni, tub çeliku aliazh, tub çeliku pranveror, tub hekuri, tub çeliku i galvanizuar, tub alumini, tub bakri, tub bronzi, tub bronzi, tub titaniumi, tub metalik, tub metalik, etj.
Industritë e Aplikimit:
Makineritë e prerjes me lazer me fibra përdoren gjerësisht në prodhimin e billboard-eve, reklamave, tabelave, sinjalistikës, shkronjave metalike, shkronjave LED, enëve të kuzhinës, shkronjave reklamuese, përpunimit të metaleve në tuba, përbërësve dhe pjesëve të metaleve, hekurishteve, shasive, përpunimit të rafteve dhe dollapëve, artizanatit metalik, enëve të artit metalik, prerjes së paneleve të ashensorëve, pajisjeve, pjesëve të makinave, kornizave të syzeve, pjesëve elektronike, pllakave të emrit, etj.

-

LX82TS 7% Zbritje për Fibër 1kw 1.5kw 3kw 4kw 6kw ...
-
Makinë prerëse me lazer për tuba metali alumini LXTU62 CNC...
-

LX62TD 1000W 1500W 3000W Prerje Ekonomike e Tubave...
-
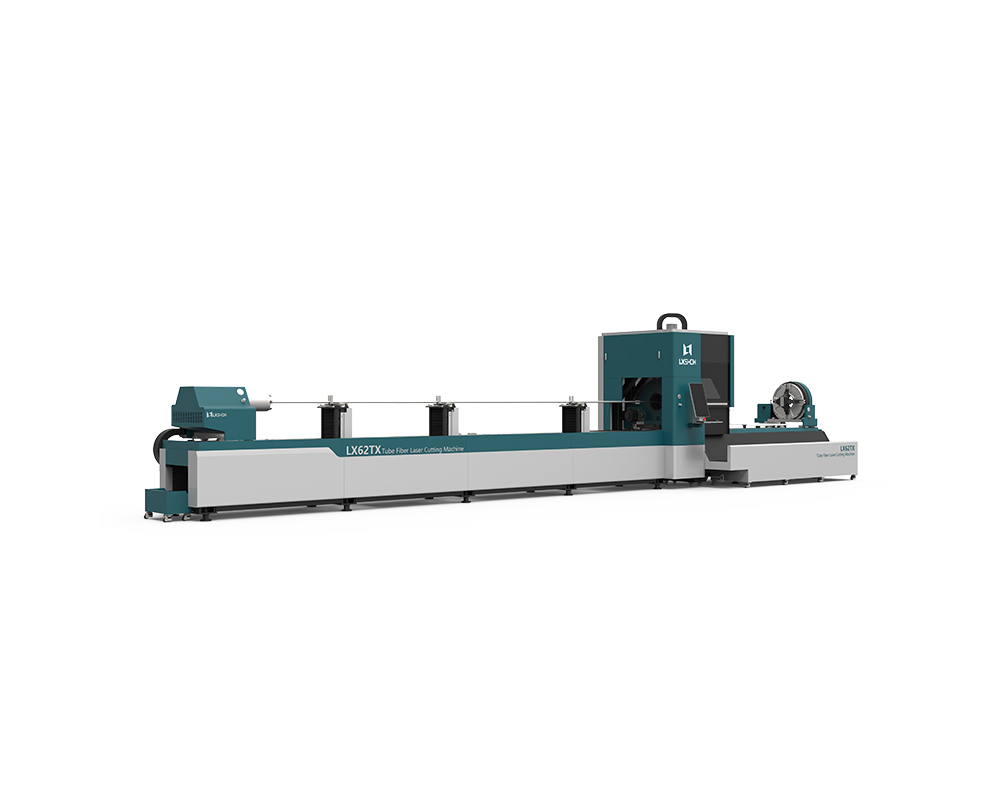
LX62TX E re! St çeliku inox me tre mandrina për punë të rëndë...
-

LX9TQA Prerje Automatike me Lazer me Fibër dhe Ushqyerje...
-

LX612TNA Ngarkim i ri gjysmë-automatik me shpejtësi të lartë ...






