









Карактеристики
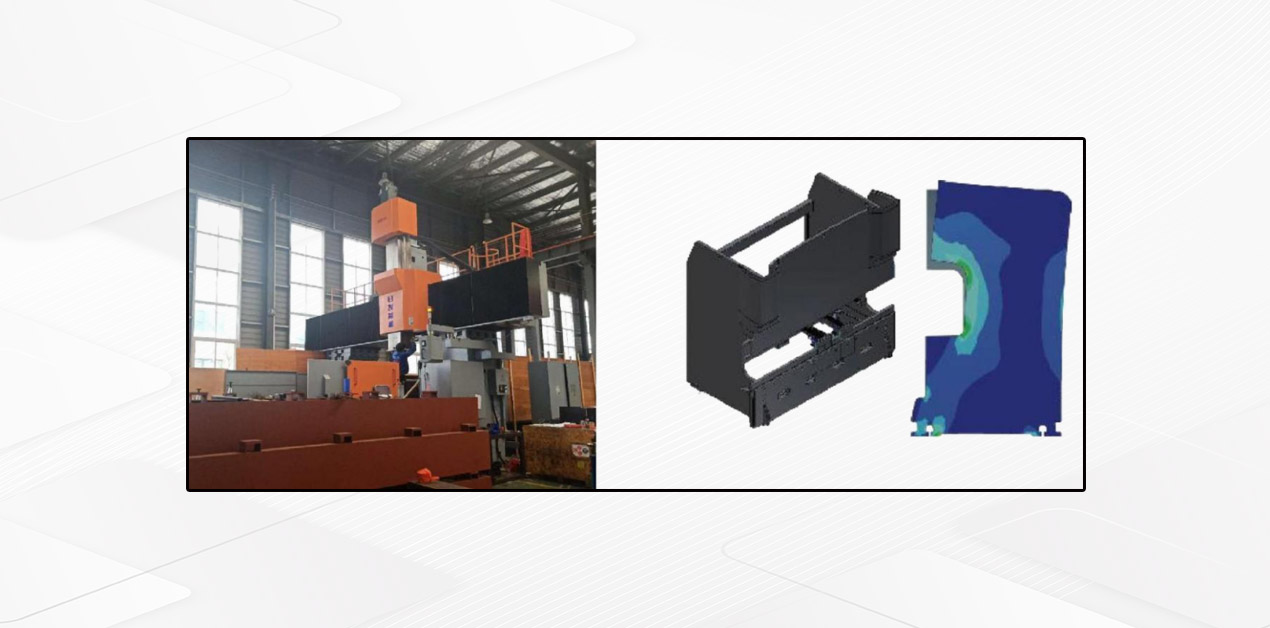
• Целосна структура со заварен челик, со доволна цврстина и цврстина;
• Хидраулична структура со спуштено движење, сигурна и мазна;
• Механичка стоп единица, синхрон вртежен момент и висока прецизност;
• Задниот мерач го прифаќа механизмот за задни мерач на завртката од типот Т со мазна прачка, која е управувана од мотор;
• Горна алатка со механизам за компензација на затегнатоста, со цел да се гарантира висока прецизност на свиткување;
•TP10S NC систем;
CNC систем
• TP10S екран на допир
• Поддржува програмирање на агол и префрлување на програмирање на длабочина • Поддржува поставки на мувла и библиотека на производи
• Секоја скала може слободно да ја постави висината на отворањето
• Позицијата на точката на менување може слободно да се контролира
• може да реализира повеќеосно проширување на Y1, Y2, R
• Поддржува механичка контрола на работната маса за крунисување
• поддржува програма за автоматско генерирање на голем кружен лак
• Поддржува горна мртва точка, долна мртва точка, лабава нога, одложување и други опции за промена на чекорот, со што ефикасно се подобрува ефикасноста на обработката • Поддржува едноставен електромагнетен мост
• Поддржува целосно автоматска функција на пневматски мост за палети • Поддржува автоматско свиткување, реализира контрола на свиткување без екипаж и поддржува до 25 чекори на автоматско свиткување
• Поддржува временска контрола на функцијата за конфигурација на групата вентили, забрзување, забавување, враќање, дејство на истоварување и дејство на вентилот
• има 40 библиотеки на производи, секоја библиотека на производи има 25 чекори, голем кружен лак поддржува 99 чекори


Брза стега за горна алатка
Горниот уред за стегање на алатката е брза стега
Мулти-V долно стегање со калап (опција)
Мулти-V калап за дно со различни отвори


Заден мерач
Водилката за завртки/постава со топчести завртки е со висока прецизност
Предна поддршка
Платформа од материјал од легура на алуминиум, привлечен изглед и намалување на гребнатини на работниот дел.


Крунична компензација за работна маса
Конвексниот клин се состои од збир на конвексни коси клинови со закосена површина. Секој испакнат клин е дизајниран со анализа на конечни елементи според кривата на отклонување на лизгачот и работната маса.
Системот за контрола на CNC ја пресметува потребната количина на компензација врз основа на силата на оптоварување. Оваа сила предизвикува отклонување и деформација на вертикалните плочи на лизгачот и масата. И автоматски го контролира релативното движење на конвексниот клин, со цел ефикасно да се компензира деформацијата на отклонувањето предизвикана од лизгачот и кревачот на масата, и да се добие идеално свиткување на работното парче.
Брзо менувачки долен калап
Употребете стегач за брза промена од 2V за долниот калап

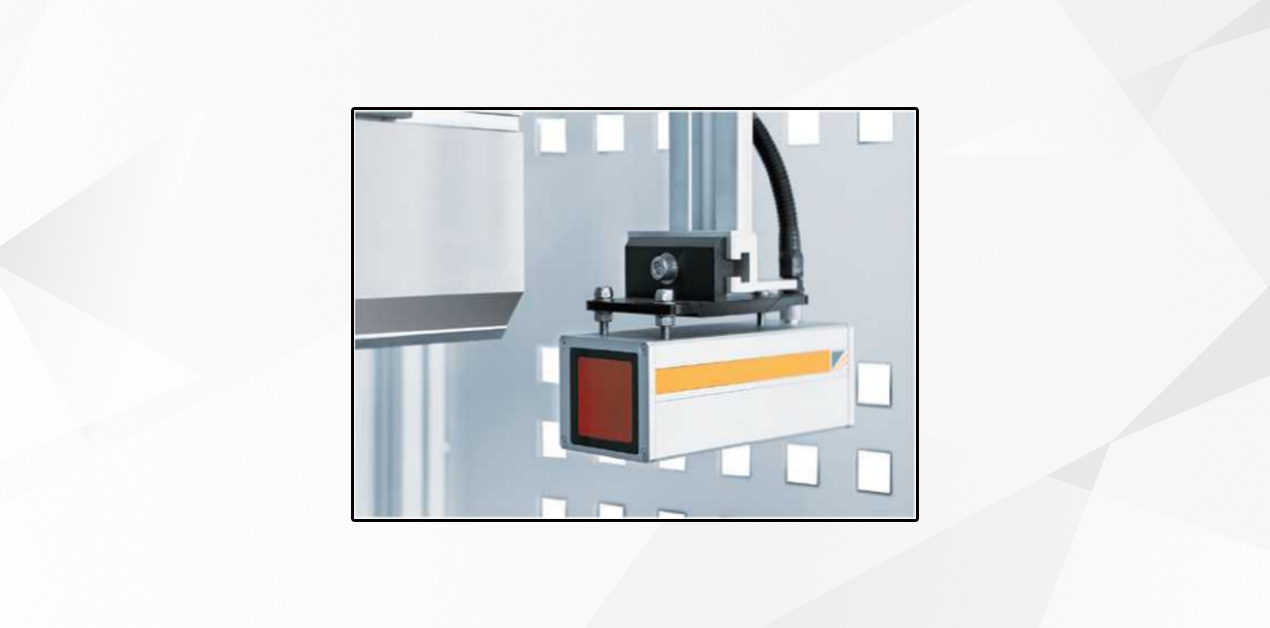
Lasersafe безбедносна заштита
Lasersafe PSC-OHS безбедносен штитник, комуникација помеѓу CNC контролерот и модулот за безбедносна контрола
Двојниот зрак од заштитата е поставен под 4 mm под врвот на горниот алатот, за да се заштитат прстите на операторот; три региони (преден, среден и вистински) од замрзнувачот можат флексибилно да се затворат, обезбедувајќи комплексна обработка на свиткување на кутијата; точката на исклучување е 6 mm, за да се реализира ефикасно и безбедно производство.
Помош за механичко серво свиткување
Кога плочата за потпора на свиткување на ознаката може да ја реализира функцијата на превртување на следното. Аголот и брзината на следното движење се пресметуваат и контролираат од CNC контролерот, се движат по линеарната водилка лево и десно.
Прилагодете ја висината нагоре и надолу рачно, предниот и задниот дел може да се прилагодат и рачно за да одговараат на различното отворање на долниот дел од калапот.
Платформата за поддршка може да биде четка или цевка од не'рѓосувачки челик, во зависност од големината на работното парче, може да се избере движење со две потпори или посебно движење.

Хидрауличен систем
Усвојува напреден интегриран хидрауличен систем што ја намалува инсталацијата на цевководи и обезбедува висок степен на сигурност и безбедност при работењето на машината.
Брзината на движењето на лизгачот може да се реализира. Брзото спуштање, бавното свиткување, брзото враќање назад и брзото спуштање и забавување може соодветно да се прилагодат.
Електричен систем за контрола
Електричните компоненти и материјал ги исполнуваат меѓународните стандарди, се безбедни, сигурни и имаат долг век на траење.
Машината користи 50HZ, 380V трифазно четирижично напојување. Моторот на машината користи трифазен 380V, а линиската светилка користи еднофазен 220V. Контролниот трансформатор користи двофазен 380V. Излезот на контролниот трансформатор го користи контролната јамка, меѓу кои 24V се користи за контрола на задниот мерач и за електромагнетни вентили за обратна насока. Индикатор за напојување од 6V, напојување од 24V за други контролни компоненти.
Електричната кутија на машината се наоѓа на десната страна од машината и е опремена со уред за отварање на вратата и исклучување на напојувањето. Работните компоненти на машината се концентрирани на електричната кутија освен ножниот прекинувач, а функцијата на секој работен елемент е означена со симболот на сликата над него. Може автоматски да го исклучи напојувањето при отварање на вратата од електричната кутија, а доколку треба да се поправи, може рачно да се ресетира со повлекување на рачката на микропрекинувачот.
Преден и заден мерач
Преден држач: Се поставува на страната од работната маса и се прицврстува со завртки. Може да се користи како потпора при виткање широки и долги листови.
Заден мерач: Усвојува механизам за заден мерач со топчест завртка и линеарен водич управуван од серво мотор и синхрон ремен за мерење на времето на тркалото. Прстенот за запирање со висока прецизност за позиционирање може лесно да се помести лево и десно на двојната линеарна шина за водилка, а работното парче се свиткува „како што сакате“.
-

LHA05 Флексибилна машина за виткање по цена на чинење за...
-

Најпродаван хидрауличен сопирачки лим за свиткување...
-

CNC целосно електрична серво машина за виткање чиста ел ...
-

Кина Фабрика Топла Продажба Нов Мултифункционален Свитка ...
-

WE67K Електрохидраулична серво машина за виткање
-
Добри перформанси лим електрични хидраулични...






