









Карактеристики
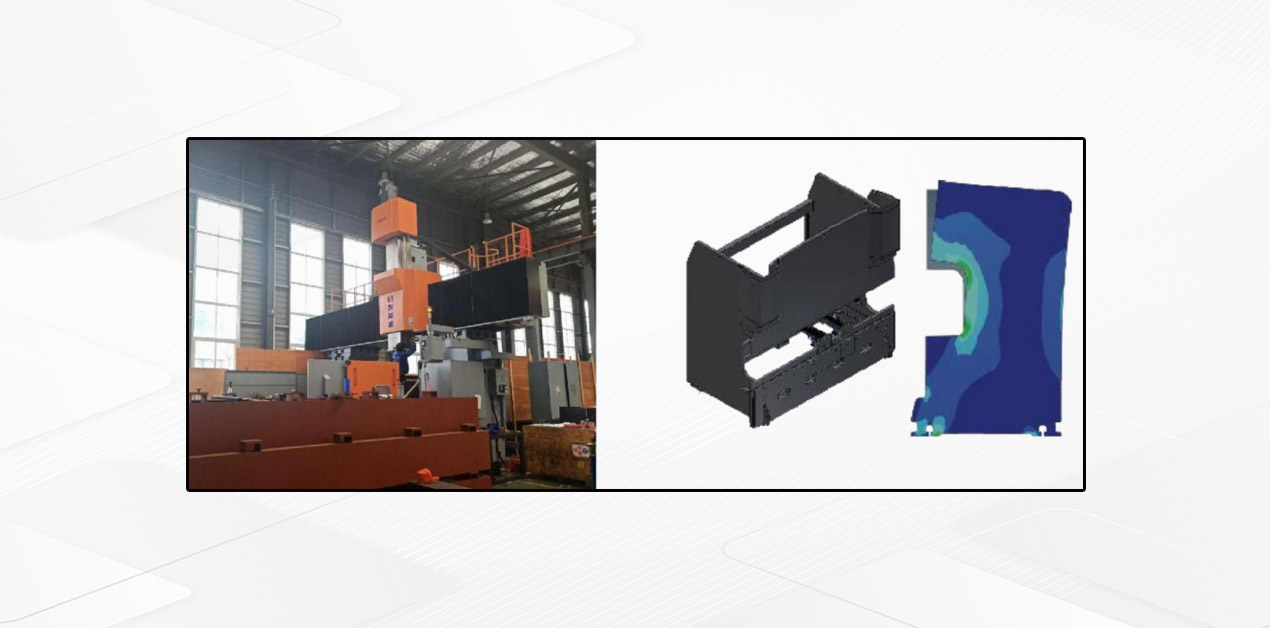
• Целосна структура со заварен челик, со доволна цврстина и цврстина;
• Хидраулична структура со спуштено движење, сигурна и мазна;
• Механичка стоп единица, синхрон вртежен момент и висока прецизност;
• Задниот мерач го прифаќа механизмот за задни мерач на завртката од типот Т со мазна прачка, која е управувана од мотор;
• Горна алатка со механизам за компензација на затегнатоста, со цел да се гарантира висока прецизност на свиткување;
• TP10S NC систем
CNC систем
• TP10S екран на допир
• Поддржува програмирање на агол и префрлување на програмирање на длабочина
• Поддршка за поставки на мувла и библиотека на производи
• Секоја скала може слободно да ја постави висината на отворањето
• Позицијата на точката на менување може слободно да се контролира
• може да реализира повеќеосно проширување на Y1, Y2, R
• Поддржува механичка контрола на работната маса за крунисување
• поддржува програма за автоматско генерирање на голем кружен лак
• Поддржува горна мртва точка, долна мртва точка, лабава нога, одложување и други опции за промена на чекор, со што ефикасно се подобрува ефикасноста на обработката
• Едноставен мост за потпора на електромагнет
• Поддржува целосно автоматска функција за пневматски мост за палети
• Поддржува автоматско свиткување, реализира контрола на свиткување без екипаж и поддржува до 25 чекори на автоматско свиткување
• Поддржува временска контрола на функцијата за конфигурација на групата вентили, забрзување, забавување, враќање, дејство на истоварување и дејство на вентилот
• има 40 библиотеки на производи, секоја библиотека на производи има 25 чекори, голем кружен лак поддржува 99 чекори.


Брза стега за горна алатка
· Горниот уред за стегање на алатката е брза стега
Мулти-V долно стегање со калап (опција)
· Мулти-V дно калап со различни отвори


Заден мерач
· Топчестиот завртка/водилка за облога се со висока прецизност
Предна поддршка
· Платформа од материјал од легура на алуминиум, привлечен изглед и намалување на гребнатини на работниот материјал.

Опционално

Крунична компензација за работна маса
· Конвексниот клин се состои од збир на конвексни коси клинови со закосена површина. Секој испакнат клин е дизајниран со анализа на конечни елементи според кривата на отклонување на лизгачот и работната маса.
· Системот за контрола на CNC ја пресметува потребната количина на компензација врз основа на силата на оптоварување. Оваа сила предизвикува отклонување и деформација на вертикалните плочи на лизгачот и масата. И автоматски го контролира релативното движење на конвексниот клин, со цел ефикасно да се компензира деформацијата на отклонувањето предизвикана од лизгачот и кревачот на масата, и да се добие идеално свиткување на работното парче.

Брзо менувачки долен калап
· Усвојте стегач за брза промена од 2V за долната матрица
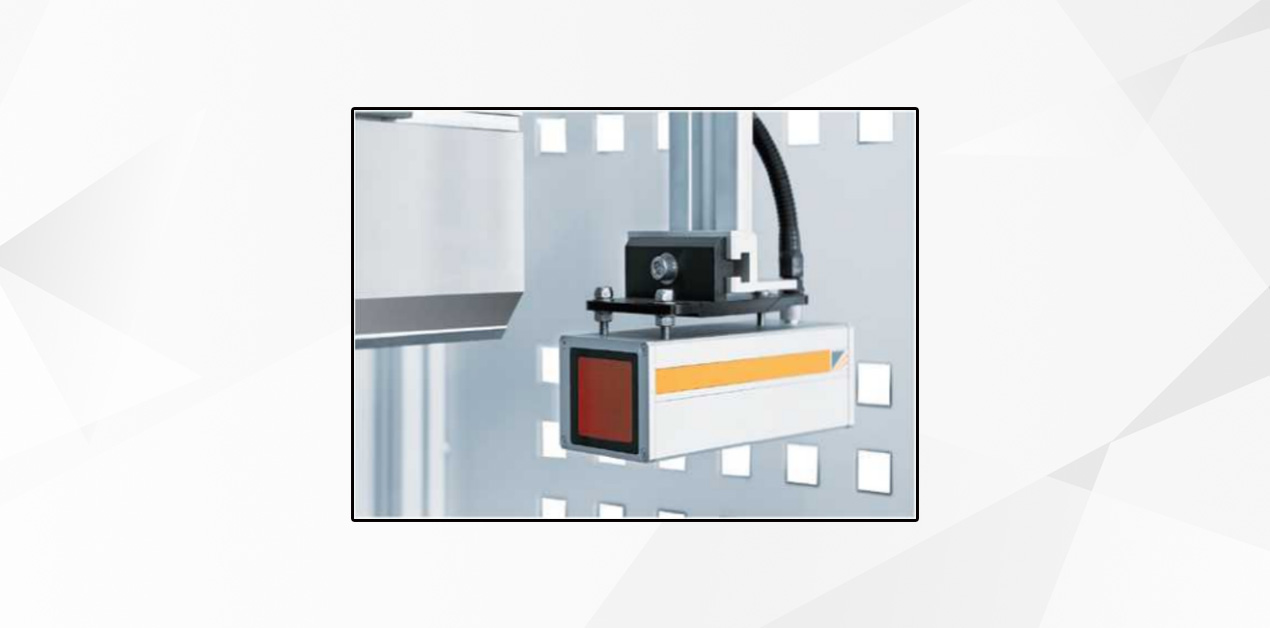
Lasersafe безбедносна заштита
· Lasersafe PSC-OHS безбедносен штитник, комуникација помеѓу CNC контролерот и модулот за безбедносна контрола
· Двојниот зрак од заштитата е поставен под 4 mm под врвот на горниот алатот, за да се заштитат прстите на операторот; три региони (преден, среден и вистински) од замрзнувачот можат флексибилно да се затворат, обезбедувајќи комплексна обработка на свиткување на кутијата; точката на исклучување е 6 mm, за да се реализира ефикасно и безбедно производство.
Помош за механичко серво свиткување
· Кога означената плоча за свиткување може да ја реализира функцијата на превртување на следното. Аголот и брзината на следното движење се пресметуваат и контролираат од CNC контролер, се движат по линеарната водилка лево и десно.
· Прилагодете ја висината нагоре и надолу рачно, предниот и задниот дел може да се прилагодат и рачно за да одговараат на различните отвори на долниот дел од калапот
· Потпорната платформа може да биде четка или цевка од не'рѓосувачки челик, во зависност од големината на работното парче, може да се избере движење со две потпори или посебно движење.
-

LHA05 Флексибилна машина за виткање по цена на чинење за...
-

Машина за виткање метал со серво CNC за торзиона оска
-

Кина Фабрика Топла Продажба Нов Мултифункционален Свитка ...
-

Најпродаван хидрауличен сопирачки лим за свиткување...
-

Нова OEM хидраулична машина за виткање лимови...
-

Машина за виткање метал од серијата WG на продажба






