









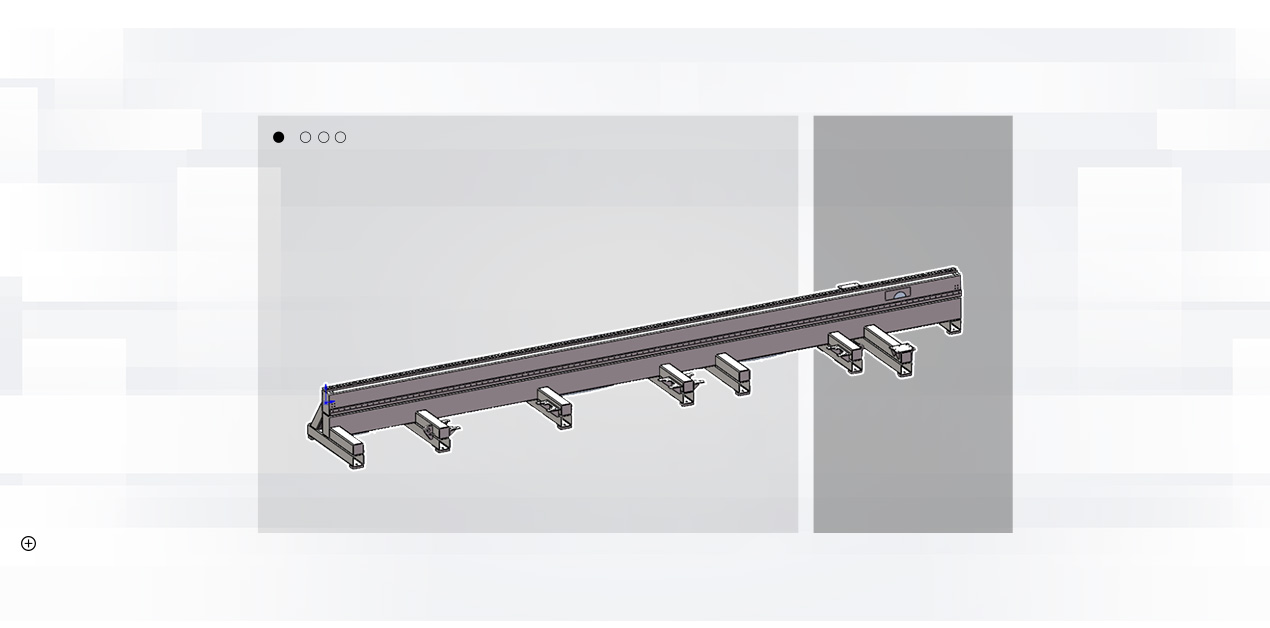
Stransko viseča konstrukcija - enodelna varjena postelja
Postelja ima stransko visečo konstrukcijo in enodelno varjeno posteljo, ki je žarjena za odpravo notranjih napetosti. Po grobi obdelavi se pred končno obdelavo izvede vibracijsko staranje, s čimer se močno izboljša togost in stabilnost obdelovalnega stroja ter zagotovi natančnost obdelovalnega stroja. Pogon AC servo motorja krmili numerični krmilni sistem, vpenjalna glava pa po pogonu motorja izvaja izmenično gibanje v smeri Y, kar omogoča hitro gibanje in podajanje. Tako letev osi Y kot linearna vodilna tirnica sta izdelana iz visoko preciznih izdelkov, kar učinkovito zagotavlja natančnost prenosa; končna stikala na obeh koncih giba so krmiljena, hkrati pa je nameščena trda omejitvena naprava, ki učinkovito zagotavlja varnost gibanja obdelovalnega stroja; obdelovalni stroj je opremljen z avtomatsko mazalno napravo, ki redno dodaja mazalno olje gibljivim delom postelje, da se zagotovi dobro delovanje gibljivih delov, kar lahko podaljša življenjsko dobo vodilnih tirnic, zobnikov in letev.
Naprava za sprednje podajanje
Sprednja podajalna naprava vključuje podporno ploščo, ki jo krmili zračni valj, ki podpira cev, ko je rezana cev dolga, in preprečuje njeno povešanje.
Med rezanjem obdelovanca dvignjeni podporni valj podpira podporno ploščo, da podpira cev in preprečuje njeno povešanje. Ko je obdelovanec rezan, se vsi dvignjeni podporni valji umaknejo, obdelovanec pade na slepo ploščo in zdrsne na mesto za shranjevanje. Delovanje valjev samodejno krmili sistem.
Sprednji del je prav tako razdeljen na vrsto spremljanja in vrsto ročnega nastavljanja.

Podporni mehanizmi
Na postelji sta nameščena 2 kompleta podpornih mehanizmov, na voljo pa sta dve vrsti:
1. Dodatno oporo krmili neodvisen servo motor, ki se premika gor in dol, predvsem za izvajanje dodatne opore pri prekomerni deformaciji dolgih rezanih cevi (cevi z majhnim premerom). Ko se zadnja vpenjalna glava premakne v ustrezen položaj, se lahko dodatna opora spusti, da se prepreči deformacija.
2. Nosilec kolesa s spremenljivim premerom se dviga in spušča s pomočjo cilindra, ročno pa ga je mogoče nastaviti na različne položaje skale za podporo cevi različnih velikosti.
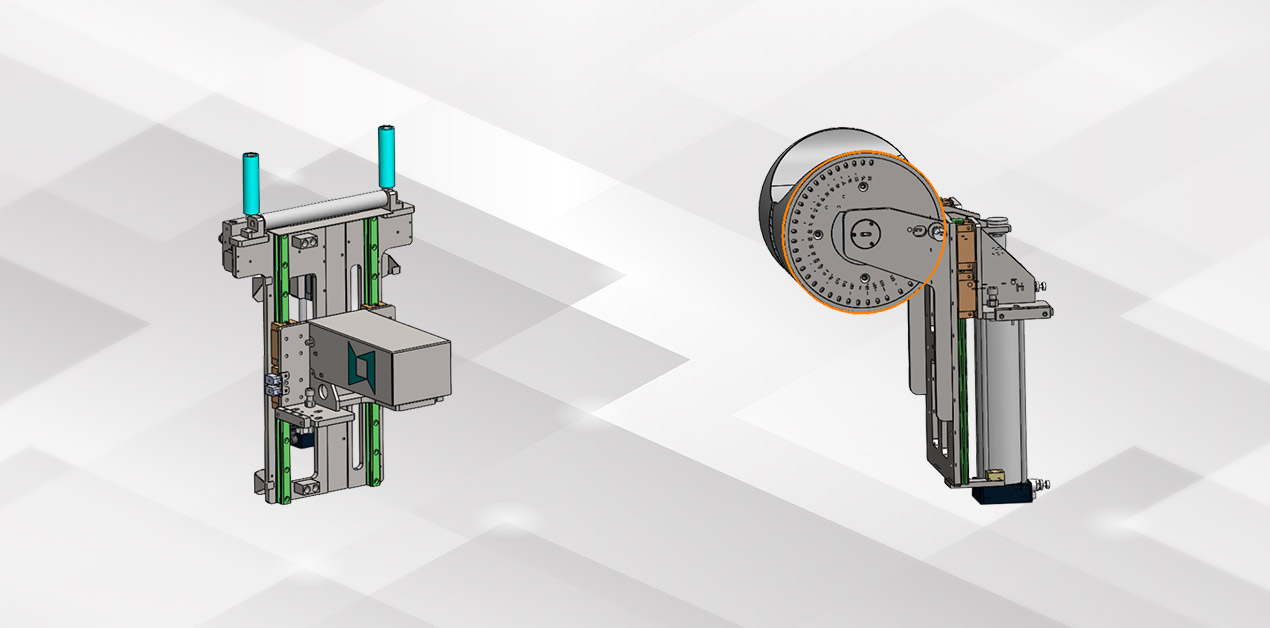
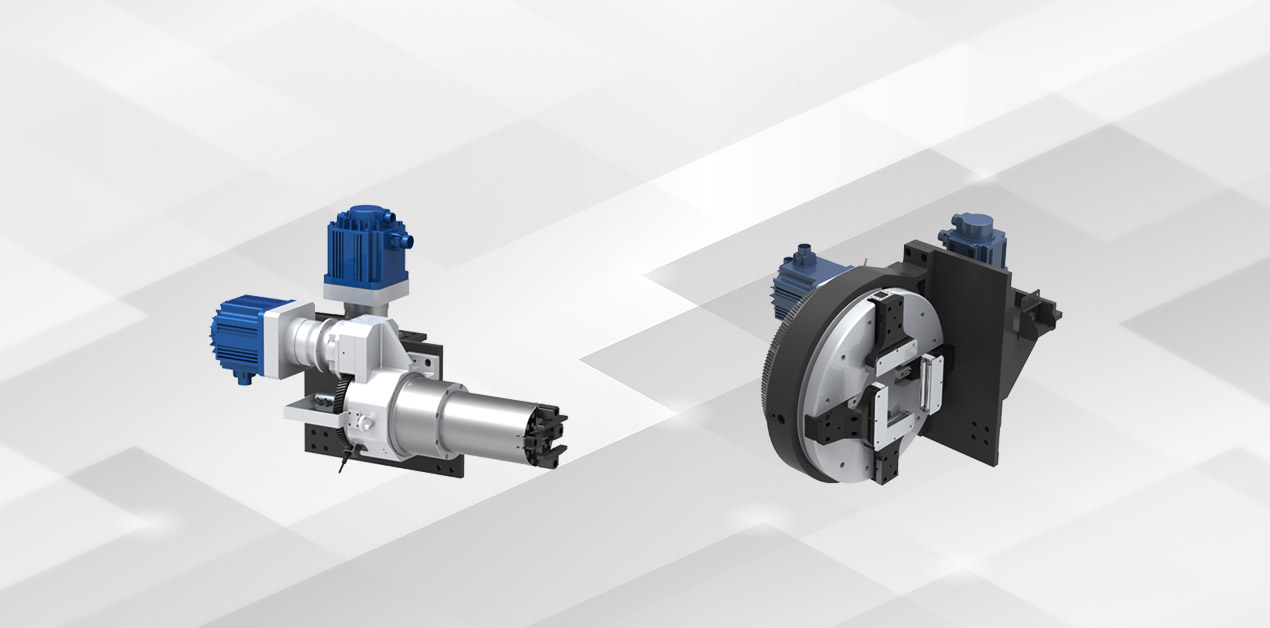
Chuck-Part
Vpenjalna glava je razdeljena na sprednjo in zadnjo dve pnevmatski vpenjalni glavi s polnim hodom, ki se obe lahko premikata v smeri Y. Zadnja vpenjalna glava je odgovorna za vpenjanje in podajanje cevi, sprednja vpenjalna glava pa je nameščena na koncu postelje za vpenjanje materialov. Sprednjo in zadnjo vpenjalno glavo poganjata servo motorja za doseganje sinhronega vrtenja.
Z vpenjanjem dvojnih vpenjalnih glav je mogoče doseči rezanje kratkega repa, kratek rep ustja pa lahko doseže 20-40 mm, hkrati pa podpira rezanje kratkega repa daljšega repa.
Stroj za rezanje cevi serije TN uporablja metodo premikanja in izogibanja vpenjalnim glavam, ki omogoča rezanje z dvema vpenjalnima glavama ves čas in ne povzroča predolgosti in nestabilnosti cevi ter nezadostne natančnosti.
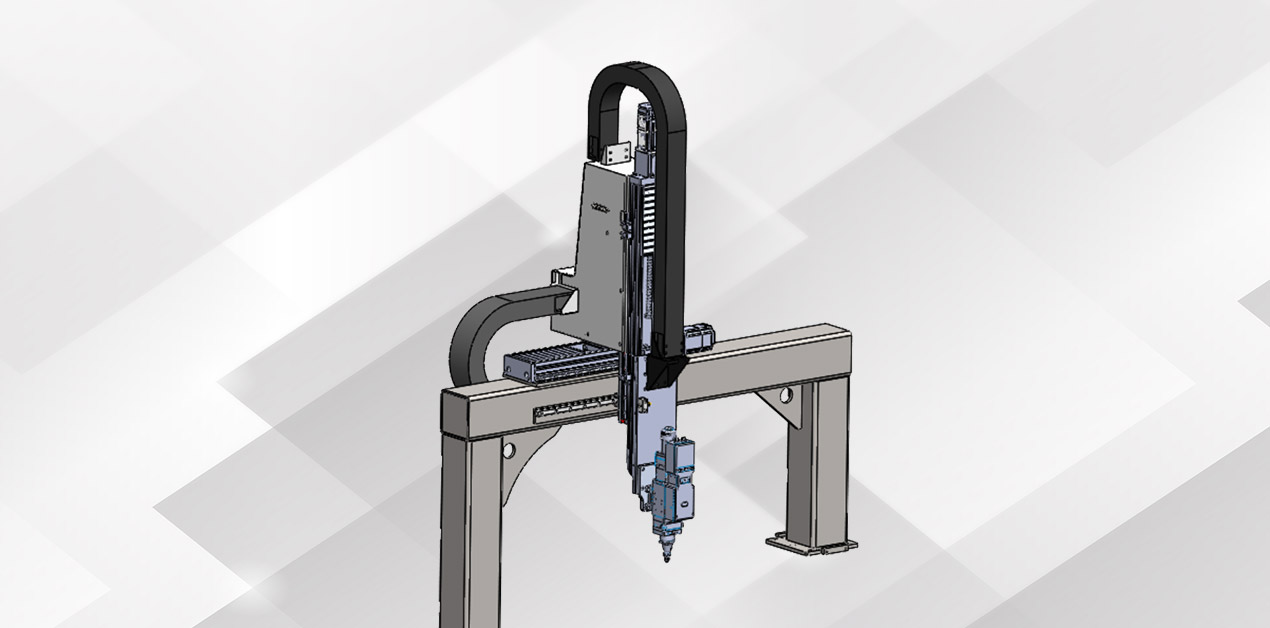
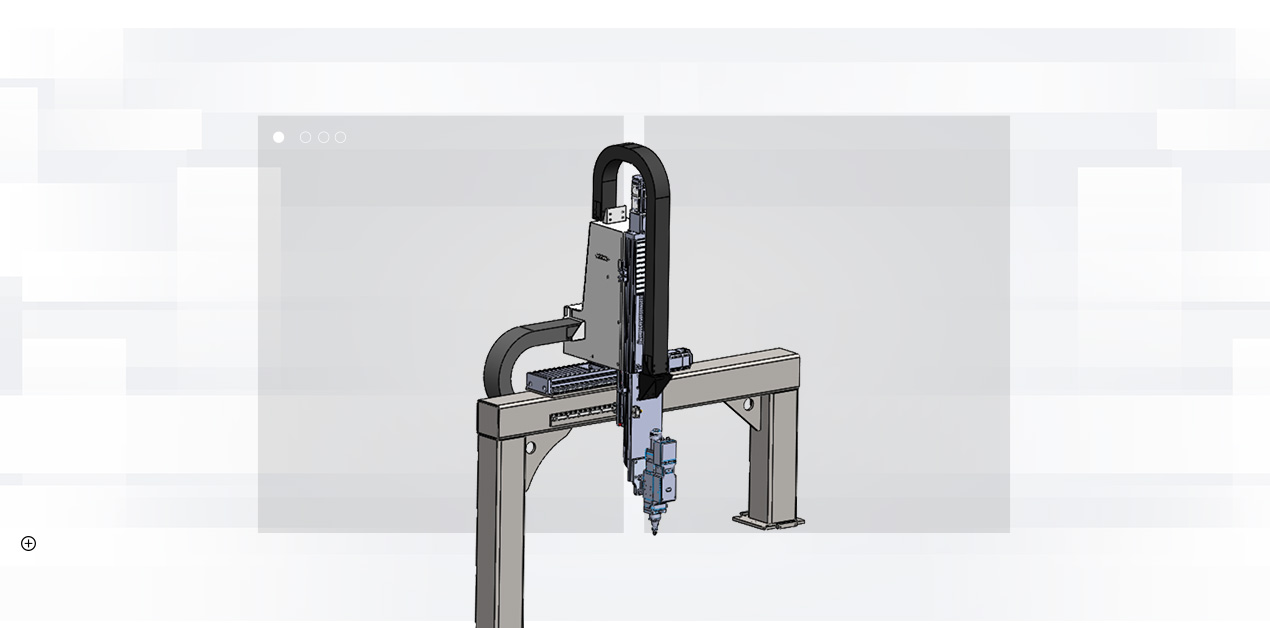
Axis-Device
Prečni nosilec naprave z osjo X ima portalno strukturo, ki je varjena s kombinacijo kvadratne cevi in jeklene plošče. Portalna komponenta je pritrjena na posteljo, os X pa poganja servo motor, ki poganja zobato letvo in pastorek ter omogoča nihajno gibanje drsne plošče v smeri X. Med gibanjem končno stikalo krmili hod, da omeji položaj in zagotovi varnost delovanja sistema.
Hkrati ima os X/Z svoj pokrov organov za zaščito notranje strukture in doseganje boljše zaščite ter učinkov odstranjevanja prahu.
Naprava z osjo Z v glavnem uresničuje gibanje laserske glave navzgor in navzdol.
Os Z se lahko uporablja kot CNC os za izvajanje lastnega interpolacijskega gibanja, hkrati pa jo je mogoče povezati z osma X in Y ter preklopiti na nadzor sledenja, da se zadosti potrebam različnih situacij.
Axis-Device
Prečni nosilec naprave z osjo X ima portalno strukturo, ki je varjena s kombinacijo kvadratne cevi in jeklene plošče. Portalna komponenta je pritrjena na posteljo, os X pa poganja servo motor, ki poganja zobato letvo in pastorek ter omogoča nihajno gibanje drsne plošče v smeri X. Med gibanjem končno stikalo krmili hod, da omeji položaj in zagotovi varnost delovanja sistema.
Hkrati ima os X/Z svoj pokrov organov za zaščito notranje strukture in doseganje boljše zaščite ter učinkov odstranjevanja prahu.
Naprava z osjo Z v glavnem uresničuje gibanje laserske glave navzgor in navzdol.
Os Z se lahko uporablja kot CNC os za izvajanje lastnega interpolacijskega gibanja, hkrati pa jo je mogoče povezati z osma X in Y ter preklopiti na nadzor sledenja, da se zadosti potrebam različnih situacij.
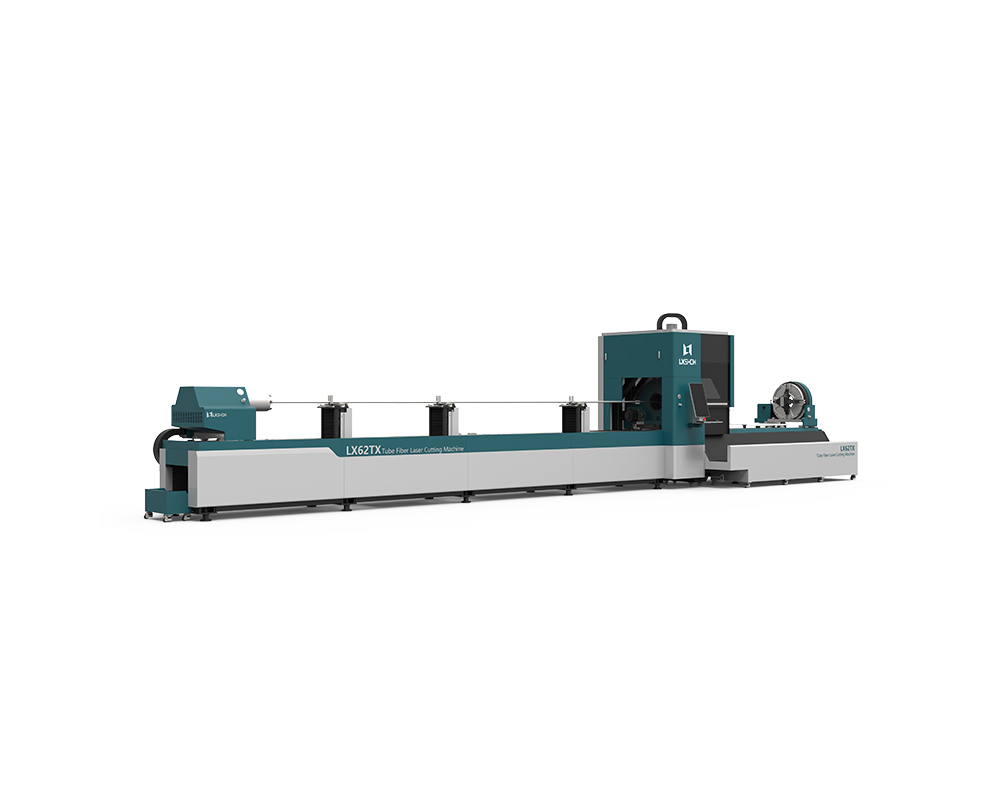
LX62TN Stroj za lasersko rezanje kovinskih cevi iz vlaken za uporabo v železu, nerjavečem jeklu, ogljikovem jeklu
Materiali za uporabo:
Stroj za lasersko rezanje kovin z vlakni je primeren za rezanje kovin, kot so cevi iz nerjavečega jekla, cevi iz blagega jekla, cevi iz ogljikovega jekla, cevi iz legiranega jekla, vzmetne jeklene cevi, železne cevi, pocinkane jeklene cevi, aluminijaste cevi, bakrene cevi, medeninaste cevi, bronaste cevi, titanske cevi, kovinske cevi, kovinske cevi itd.
Uporaba v panogah:
Stroji za lasersko rezanje z vlakni se pogosto uporabljajo pri izdelavi oglasnih panojev, oglaševanja, znakov, signalizacije, kovinskih črk, LED črk, kuhinjske posode, reklamnih črk, obdelave kovinskih cevi, kovinskih komponent in delov, železnine, obdelave šasij, regalov in omar, kovinske obrti, umetniških kovin, rezanja plošč dvigal, strojne opreme, avtomobilskih delov, okvirjev za očala, elektronskih delov, imenskih ploščic itd.

-
LX123H(12)TIV štiriglavni laserski rezalni stroj za kovinske cevi ...
-

LX83TⅣ Novo! Štiriglavni laserski rezalni stroj s težkimi pogoji ...
-

LX9TQ Najcenejša sprednja vlečna kovinska jeklena cev ...
-
LX62TX Novo! Triglavni sveder iz nerjavečega jekla z visoko vpenjalno glavo ...
-

LX612TN Hitra dostava Standardni podporni okvir Hi...
-

LX612TNB Visokohitrostni popolnoma avtomatski nakladalni kad ...






