










Delovni valj (42CrMo)
Delovni valji so enostavni za vzdrževanje in imajo dolgo življenjsko dobo
Poleg tega ima glavni pogon visoko učinkovitost in prihrani energijo
Klasifikacija in scenariji uporabe
1. Votli valj (za tanjše materiale)
2. Trdni valj (za debelejše materiale)
Za materiale, debelejše od 6, je priporočljivo kupiti votle zvitke, saj je cena ugodnejša.
Vijak
Kot je prikazano na sliki, vijak na stroju za valjanje plošč igra predvsem vlogo povezave in pritrditve.


Električne komponente
Znamka: Siemens
Dvižni polž


Hidravlični sistem valjarskega stroja
Samostojen sistem, enostavno vzdrževanje (za hidravlične stroje za valjanje plošč)
Znamka: Japonska NOK
Glavni motor

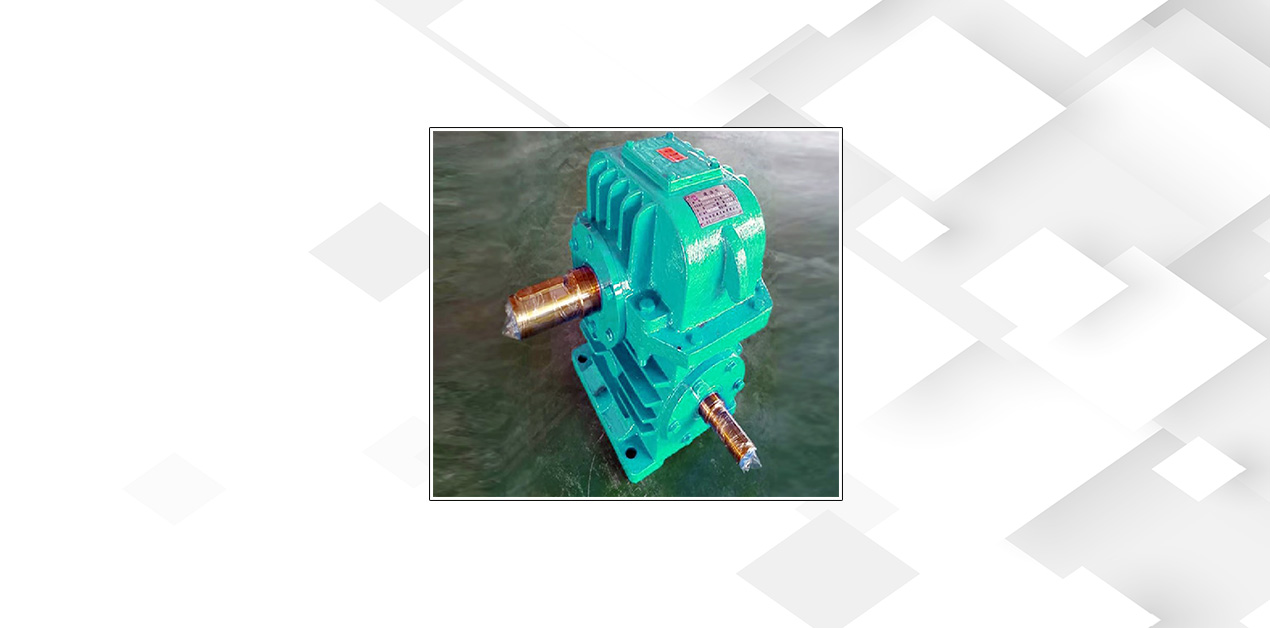
Reduktor
Hidravlična črpalka
Prednost LXSHOW
1. Inteligentni CNC sistem LXSHOW ima popolnoma neodvisno strukturo in vse kode so razvite neodvisno;
2. Ima dobro varnost in zanesljivost sistema ter ima popolno sposobnost samodiagnoze, kar zagotavlja veliko prilagodljivost opreme;
3. Shematski diagram in krmilna plošča sta neodvisno razvita in zasnovana, s popolnimi neodvisnimi pravicami intelektualne lastnine;
4. Rezervirajte bogate vmesnike, podpirajte CNC, PLC, robote itd. in podpirajte prilagajanje uporabniškega vmesnika s funkcijo povleci in spusti;
5. Zagotovite partnerjem brezplačno storitev nadgradnje sistema za vse življenje.


Cilinder
Načelo delovanja stroja za valjanje plošč
Stroj za valjno valjanje pločevine je vrsta opreme, ki uporablja delovne valje za upogibanje in oblikovanje pločevine. Z njim lahko oblikujemo dele različnih oblik, kot so valjasti in stožčasti deli. Je zelo pomembna obdelovalna oprema.
Načelo delovanja valjarskega stroja je premikanje delovnega valja s pomočjo hidravličnega tlaka, mehanske sile in drugih zunanjih sil, tako da se plošča upogne ali zvije v želeno obliko. Glede na vrtenje in spremembe položaja delovnih valjev različnih oblik se lahko obdelujejo ovalni, obokani, valjasti in drugi deli.
Klasifikacija valjarnih strojev
1. Glede na število valjev ga lahko razdelimo na trivaljni stroj za valjnenje plošč in štirivaljni stroj za valjnenje plošč, trivaljni stroj za valjnenje plošč pa lahko razdelimo na simetrični trivaljni stroj za valjnenje plošč (mehanski)), univerzalni stroj za valjnenje plošč z zgornjim valjem (hidravlični tip) in hidravlični CNC stroj za valjnenje plošč, medtem ko je štirivaljni stroj za valjnenje plošč samo hidravličen;
2. Glede na način prenosa ga lahko razdelimo na mehanski in hidravlični tip. Samo hidravlični tip ima operacijski sistem, mehanski valjčni stroj pa nima operacijskega sistema.
Uporabni materiali
Ogljikovo jeklo, nerjaveče jeklo, aluminij, baker, visokoogljično jeklo in druge kovine.
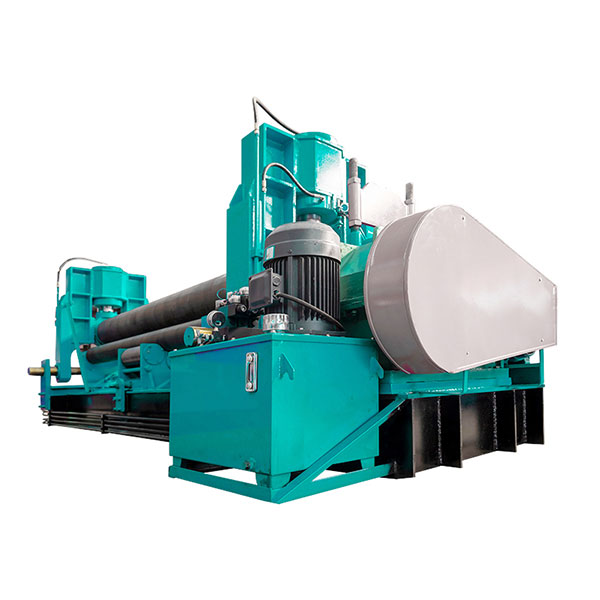
Kaj je univerzalni valjar?
Njegovi trije valji so vsi kovani, kaljeni in popuščeni. Zgornji valj se lahko premika vodoravno ter gor in dol, ploščo pa je mogoče valjati navzdol z navpičnim premikanjem hidravličnega cilindra gor in dol. Lahko se valja tudi vodoravno. Za boljši učinek zaokroževanja predpognite raven rob pločevine.
Sredina zgornjega valja je v obliki bobna, sklop podpornih valjev spredaj in zadaj na spodnjem valju pa skupaj rešuje problem izbokline na sredini koluta. Spodnji valj je glavni vrteči se valj, ki ga poganja motorni reduktor. Opremljen je s hidravličnim nagibanjem, ki ga je mogoče nagibati navzdol, kar omogoča udobnejše in prihrannejše delo pri prenašanju obdelovanca. Stroj je opremljen s programirljivim PLC-krmilnikom, digitalno upravljanje pa je enostavno za učenje.
Univerzalni stroj za valjanje plošč z zgornjim valjem je najnaprednejši model med tremi valjčnimi stroji za valjanje plošč. Zelo je primeren za valjanje debelih plošč in je lahko velikosti 120 mm, 140 mm, 160 mm.
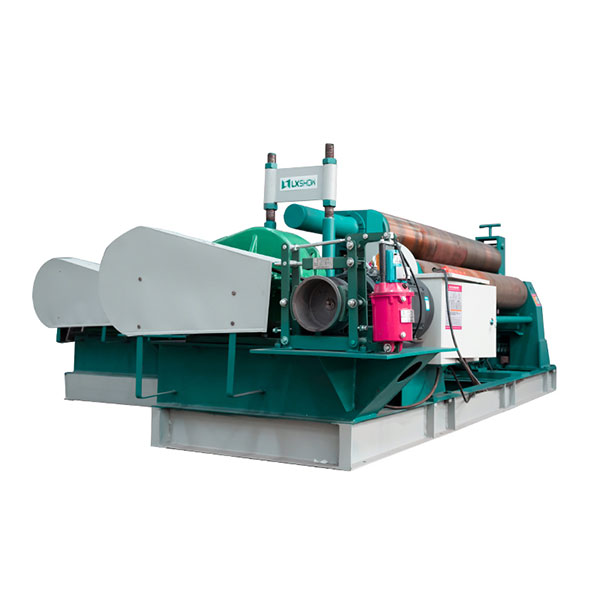
Kaj je štirivaljni valjalni stroj za valjanje plošč?
1. Zgornji valj dvigne in spusti oljni valj, glavna konstrukcija pa je na obeh straneh varjena z jeklom v obliki črke H.
2. Stranske valje poganjata dva sklopa oljnih valjev, okvirji valjev na nosilcih pa so določeni glede na različne pogosto uporabljene premere.
3. Notranje komponente: Hidravlični motor je priključen na reduktor, skupina hidravličnih ventilov je spodaj, glavni motor je poleg njega, električna omarica pa je za njim.
Univerzalni stroj za valjanje plošč v primerjavi z mehanskim strojem za valjanje plošč
● Univerzalni stroj za valjanje plošč z zgornjim valjem ima dvojno funkcijo predhodnega upogibanja in valjanja, poleg tega pa ima še dodaten spodnji vlečni valj, ki ga poganja hidravlični pogon;
● Mehanski stroj za valjanje plošč nima funkcije predhodnega upogibanja, pogon je motorni menjalnik, menjalnik pa poganja spodnji valj.
Stroj za valjanje plošč s tremi valjčki v primerjavi s strojem za valjanje plošč s štirimi valjčki
● Trivaljni upogibni stroj za plošče je ročni način razkladanja, ki zahteva ročno razkladanje obdelanega obdelovanca.
● Štirivaljni stroj za valjčne plošče se upravlja z gumbi, kar omogoča priročno in hitro razkladanje ter je veliko varnejši od trivaljnega stroja za valjčne plošče.
Univerzalni stroj za valjanje plošč z zgornjim valjem v primerjavi s štirivaljnim strojem za valjanje plošč
Metoda predhodnega upogibanja
● Univerzalni stroj za upogibanje plošč z zgornjim valjem predhodno upogne zgornji valj, zgornji valj pa je mogoče pritisniti navzdol ali premikati vodoravno. Njegova pomanjkljivost je, da premik traja določen čas in je učinkovitost nekoliko nižja.
● Štirivaljni stroj za valjanje plošč se predhodno upogne z dvigovanjem stranskih valjev, hitrost pa je zelo velika, še posebej očitna je prednost stiskanja plošče pod 20 mm.
Metoda nadzora
● Spodnji valj univerzalnega valjarnega stroja z zgornjim valjem je fiksen in pri valjanju in podajanju nima pozicionirnega ravnila ter zahteva ročno merjenje in kalibracijo, zato ne more izvajati numeričnega krmiljenja in se lahko imenuje le digitalni prikaz ali preprosto numerično krmiljenje.
● Ko štirivaljni valjčni stroj podaja material, se stranski valj uporablja kot vodilo, sistem je krmiljen in pozicioniranje je natančno, kar omogoča numerično krmiljenje in ima funkcijo valjanja z enim gumbom.
Moramo vedeti
1. Tekstura materiala, ki ga uporabljate?
2. Debelina in širina materiala?
3. Najmanjši premer zvitka (notranji premer)?
Prednosti valjarskega stroja LXSHOW
1. Naši trije valji so izdelani iz vrhunskih kovanih krogov, ki so grobo obdelani, kaljeni in popuščeni, končno obdelani in kaljeni. Material je trpežen in ima visoko površinsko trdoto. V primerjavi z navadnim okroglim jeklom ali celo votlimi valji, ki se uporabljajo na drugih področjih, to ni enak izdelek.
2. Šasija in stenske plošče našega valjarskega stroja se po varjenju in oblikovanju obdelajo kot celota. Materiali so bogati in visoko natančni, postopek varjenja ohlapnih delov pa se ne uporablja.
3. Kar zadeva dodatno opremo, so motorji in reduktorji našega valjarskega stroja lokalno proizvedeni visokokakovostni izdelki, električne naprave pa so Siemensove, s stabilno splošno zmogljivostjo, nizko stopnjo napak in dolgo življenjsko dobo.
-
2023 Visokokakovostni mehanski stroj za valjanje plošč ...
-

CNC 4-valjni stroj za valjanje plošč naprodaj
-

Stroj za upogibanje votlih plošč s tremi valjčki naprodaj
-
Plošče in pločevine Hidravlični valjčni stroj za plošče ...
-

Simetrični trivaljni valjarski stroj za valjanje plošč za ...
-

Hidravlični valjarski stroj za neposredno prodajo ...






