









Caracteristici
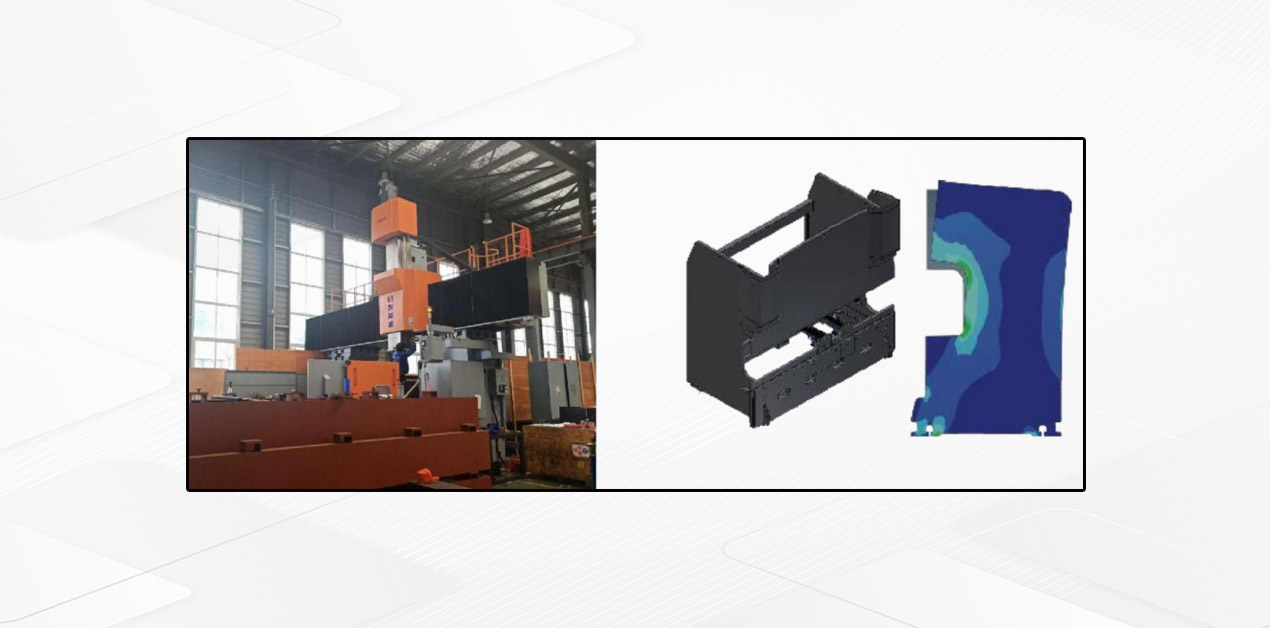
• Structură completă din oțel sudat, cu rezistență și rigiditate suficiente;
• Structură hidraulică de cursă descendentă, fiabilă și lină;
• Unitate de oprire mecanică, cuplu sincron și precizie ridicată;
• Mecanismul de blocare spate al șurubului de tip T cu tijă netedă este acționat de un motor;
• Instrument superior cu mecanism de compensare a tensiunii, pentru a garanta o precizie ridicată a îndoirii;
•Sistem NC TP10S
Sistem CNC
• Ecran tactil TP10S
• Suportă programarea unghiului și comutarea programării adâncimii
• Setări de asistență pentru bibliotecile de matrițe și produse
• Înălțimea de deschidere poate fi setată liber pe fiecare treaptă
• Poziția punctului de schimbare poate fi controlată liber
• poate realiza expansiunea multi-axe a Y1, Y2, R
• Suportă controlul mecanic al mesei de lucru pentru încoronare
• suportă programe de generare automată a arcurilor circulare mari
• Suportă punctul mort superior, punctul mort inferior, picior liber, întârziere și alte opțiuni de schimbare treptată, îmbunătățind eficient eficiența procesării
• Pod simplu de susținere a electromagneților
• Suportă funcția complet automată a punții pneumatice pentru paleți
• Suportă îndoirea automată, realizează controlul îndoirii fără personal și suportă până la 25 de etape de îndoire automată
• Suportă controlul timpului funcției de configurare a grupului de valve, decelerare, încetinire, revenire, acțiune de descărcare și acțiune a valvei
• are 40 biblioteci de produse, fiecare bibliotecă de produse având 25 de pași, arcul circular mare suportă 99 de pași.


Clemă rapidă superioară pentru scule
·Dispozitivul superior de prindere a sculei este cu prindere rapidă
Fixare matriță inferioară Multi-V (opțional)
·Matriță inferioară Multi-V cu deschideri diferite


Garnitură spate
·Șurubul cu bile/ghidajul de căptușeală sunt de înaltă precizie
Suport frontal
·Platformă din aliaj de aluminiu, aspect atractiv și reducerea zgârieturilor piesei de lucru.

Opțional

Compensație supremă pentru masa de lucru
· O pană convexă constă dintr-un set de pene oblice convexe cu o suprafață teșită. Fiecare pană proeminentă este proiectată prin analiza cu elemente finite în funcție de curba de deviere a glisierei și a mesei de lucru.
·Sistemul de control CNC calculează compensarea necesară pe baza forței de încărcare. Această forță provoacă deformarea și deformarea plăcilor verticale ale glisorului și mesei. Controlează automat mișcarea relativă a penei convexe, astfel încât să compenseze eficient deformarea cauzată de glisor și de ridicătorul mesei și să obțină piesa de prelucrat îndoită ideală.

Matriță de fund cu schimbare rapidă
· Adoptă o prindere rapidă cu 2 V pentru matrița inferioară
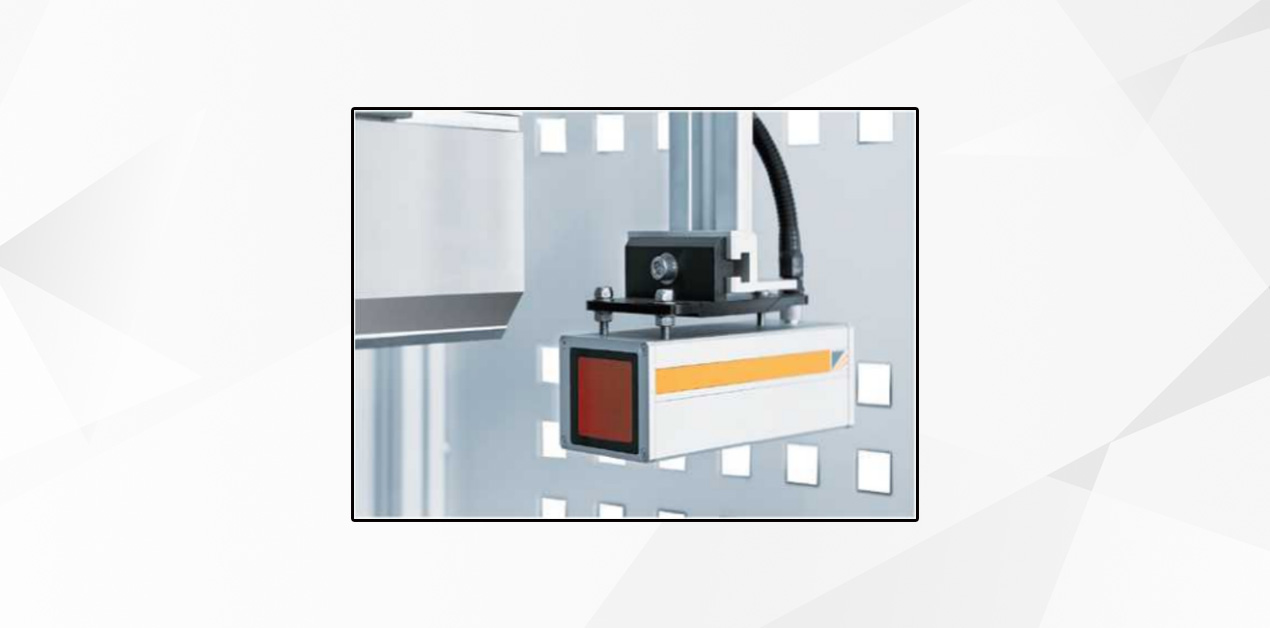
Protecție de siguranță Lasersafe
·Gardă de siguranță Lasersafe PSC-OHS, comunicare între controlerul CNC și modulul de control al siguranței
· Grinzile duble de protecție se află la 4 mm sub vârful sculei superioare, pentru a proteja degetele operatorului; trei regiuni (față, mijloc și reală) ale traversei pot fi închise flexibil, asigurând o procesare complexă de îndoire a cutiei; punctul de silențiere este de 6 mm, pentru a realiza o producție eficientă și sigură.
Ajutor la îndoirea servomecanică
· Când placa de susținere a îndoirii marcajelor poate realiza funcția de urmărire a întoarcerii. Unghiul și viteza de urmărire sunt calculate și controlate de controlerul CNC, deplasându-se de-a lungul ghidajului liniar la stânga și la dreapta.
· Reglați înălțimea în sus și în jos manual, partea din față și din spate poate fi, de asemenea, reglată manual pentru a se potrivi diferitelor deschideri ale matriței inferioare
· Platforma de susținere poate fi din perie sau din tub de oțel inoxidabil, în funcție de dimensiunea piesei de prelucrat, se poate alege între o mișcare de legătură cu două suporturi sau o mișcare separată.
-

Mașină de îndoit flexibilă LHA05 la preț de cost...
-

Mașină de îndoit metal CNC cu servomotoare cu axă de torsiune
-

Vânzare fierbinte din fabrică din China, mașină de îndoit multifuncțională nouă...
-

Mașină de îndoit tablă cu frână hidraulică, de top la vânzare...
-

Mașină de îndoit hidraulică OEM nouă pentru tablă...
-

Mașină de îndoit metale seria WG de vânzare






