









Características
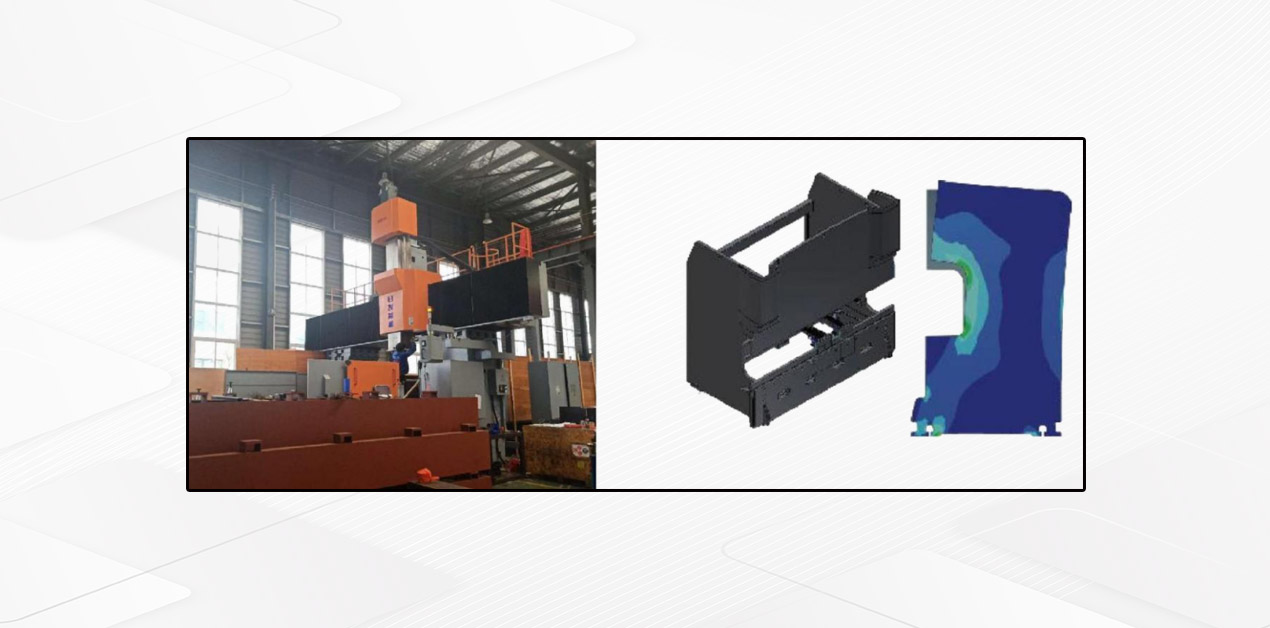
• Estrutura completa de aceiro soldada, con suficiente resistencia e rixidez;
• Estrutura hidráulica descendente, fiable e suave;
• Unidade de parada mecánica, par síncrono e alta precisión;
• O tope traseiro adopta o mecanismo de tope traseiro do parafuso tipo T con vara lisa, que é accionado por un motor;
• Ferramenta superior con mecanismo de compensación de tensión para garantir unha alta precisión de dobrado;
•Sistema NC TP10S;
Sistema CNC
• Pantalla táctil TP10S
• Compatibilidade coa programación de ángulos e conmutación da programación de profundidade • Compatibilidade coa configuración da biblioteca de moldes e produtos
• Cada chanzo pode axustar a altura de apertura libremente
• A posición do punto de cambio pódese controlar libremente
• Pode realizar a expansión multieixe de Y1, Y2, R
• Admite o control mecánico da mesa de traballo de coroación
• admite programas de xeración automática de arcos circulares grandes
• Admite punto morto superior, punto morto inferior, pé solto, retardo e outras opcións de cambio de paso, mellora a eficiencia do procesamento de forma eficaz • Admite ponte electroimán simple
• Admite a función de ponte de palés pneumáticos totalmente automáticos • Admite a flexión automática, realiza un control de flexión non tripulado e admite ata 25 pasos de flexión automática
• Admite o control de tempo da función de configuración do grupo de válvulas, aceleración, desaceleración, retorno, acción de descarga e acción da válvula
• ten 40 bibliotecas de produtos, cada biblioteca de produtos ten 25 pasos, un arco circular grande admite 99 pasos


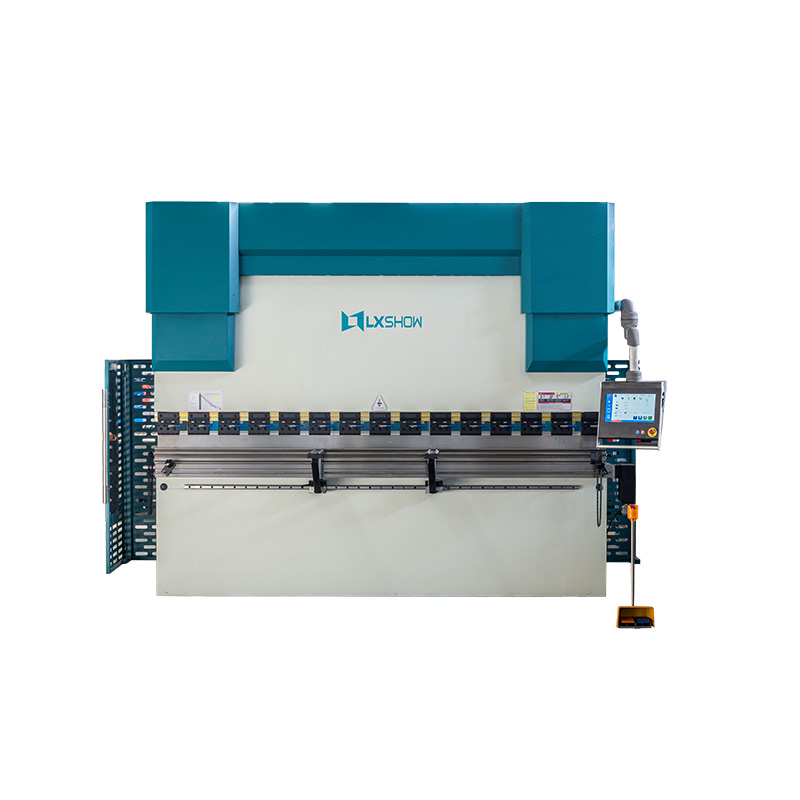
Abrazadera rápida superior para ferramentas
O dispositivo de fixación da ferramenta superior é de fixación rápida
Fixación de matrices inferiores multi-V (opcional)
Matriz inferior multi-V con diferentes aberturas


Tope traseiro
A guía do parafuso de bólas/revestimento é de alta precisión
Soporte frontal
Plataforma de material de aliaxe de aluminio, aspecto atractivo e redución dos arañazos na peza de traballo.


Compensación coroadora para a mesa de traballo
Unha cuña convexa consiste nun conxunto de cuñas oblicuas convexas cunha superficie biselada. Cada cuña sobresaínte está deseñada mediante análise de elementos finitos segundo a curva de deflexión do carro e da mesa de traballo.
O sistema de control CNC calcula a cantidade de compensación necesaria en función da forza de carga. Esta forza provoca a deflexión e a deformación das placas verticais do deslizador e da mesa. E controla automaticamente o movemento relativo da cuña convexa, para compensar eficazmente a deformación por deflexión causada polo deslizador e o elevador da mesa e obter a peza de traballo ideal para dobrar.
Matriz de fondo de cambio rápido
Adopta unha fixación de cambio rápido de 2 V para a matriz inferior

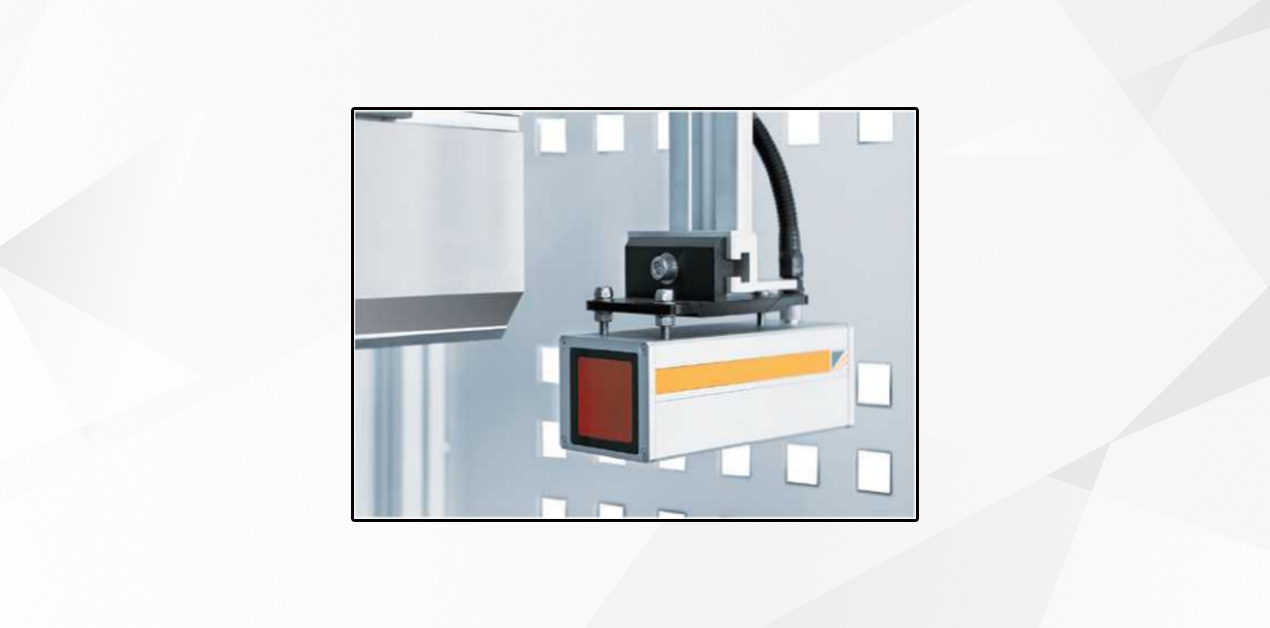
Garda de seguridade Lasersafe
Protector de seguridade Lasersafe PSC-OHS, comunicación entre o controlador CNC e o módulo de control de seguridade
O feixe dobre da protección está a 4 mm por debaixo da punta da ferramenta superior para protexer os dedos do operador; tres rexións (frontal, central e real) do leaser pódense pechar de forma flexible, o que garante un procesamento complexo de dobrado de caixas; o punto de silencio é de 6 mm para lograr unha produción eficiente e segura.
Axuda para a flexión de servos mecánicos
Cando a placa de soporte de dobraxe de marcas pode realizar a función de virar o seguinte. O ángulo e a velocidade de seguimento calcúlanse e contrólanse mediante un controlador CNC, móvense ao longo da guía lineal cara á esquerda e á dereita.
Axuste a altura cara arriba e cara abaixo manualmente, a parte dianteira e traseira tamén se poden axustar manualmente para adaptarse a diferentes aberturas de matriz inferior
A plataforma de soporte pode ser de cepillo ou de tubo de aceiro inoxidable, segundo o tamaño da peza, pódese escoller entre dous movementos de articulación de soportes ou movementos separados.

Sistema hidráulico
Adopta un sistema hidráulico integrado avanzado que reduce a instalación de tubaxes e garante un alto grao de fiabilidade e seguridade no funcionamento da máquina.
Pódese realizar a velocidade do movemento do deslizador. Pódense axustar adecuadamente o descenso rápido, a flexión lenta, a acción de retorno rápida e a velocidade de descenso e desaceleración rápidas.
Sistema de control eléctrico
Os compoñentes e materiais eléctricos cumpren cos estándares internacionais, son seguros, fiables e de longa duración.
A máquina adopta unha fonte de alimentación trifásica de catro fíos e 50 Hz e 380 V. O motor da máquina adopta unha fonte de alimentación trifásica de 380 V e a lámpada de liña adopta unha fonte monofásica de 220 V. O transformador de control adopta unha fonte bifásica de 380 V. A saída do transformador de control utilízase no bucle de control, entre os cales 24 V se usan para o control do tope traseiro e para as válvulas de inversión electromagnética. Indicador de subministración de 6 V, subministración de 24 V para outros compoñentes de control.
A caixa eléctrica da máquina está situada no lado dereito da máquina e está equipada cun dispositivo de apertura e apagado da porta. Todos os compoñentes operativos da máquina concéntranse na caixa eléctrica, agás o interruptor de pé, e a función de cada elemento operativo apilado está marcada co símbolo da imaxe enriba. Pode cortar automaticamente a subministración de enerxía ao abrir a porta da caixa eléctrica e, se precisa ser reparada, pódese reiniciar manualmente para sacar a panca do microinterruptor.
Calibre dianteiro e traseiro
Soporte frontal: colócase no lateral da mesa de traballo e fíxase con parafusos. Pode usarse como soporte ao dobrar láminas anchas e longas.
Tope traseiro: Adopta un mecanismo de tope traseiro con parafuso de bólas e unha guía lineal accionada por un servomotor e unha correa de distribución de roda síncrona. O dedo de tope de posicionamento de alta precisión pódese mover facilmente á esquerda e á dereita na viga de guía lineal dobre e a peza dóbrase "como se desexe".
-

Máquina de dobrar flexible LHA05 a prezo de custo para...
-

Máquina de dobrar chapa metálica con freo hidráulico máis vendida...
-

Máquina de dobrar servoeléctrica CNC totalmente eléctrica...
-

Venda en quente da fábrica de China, nova máquina de dobrar multifunción...
-

Máquina de dobrar servo electrohidráulica WE67K
-
Bo rendemento de chapa metálica eléctrica hidráulica...






