









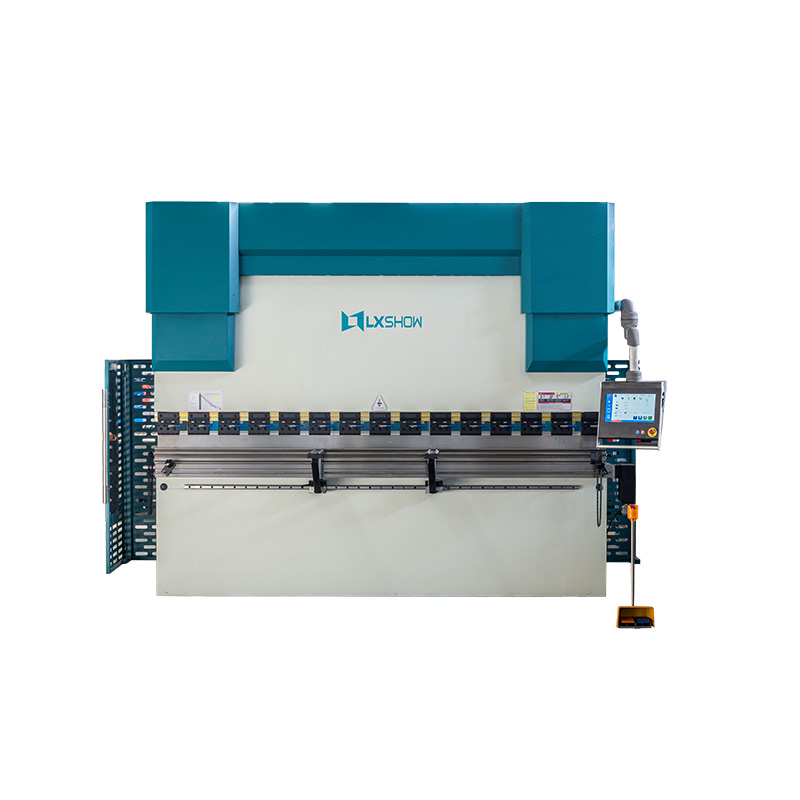
Característiques
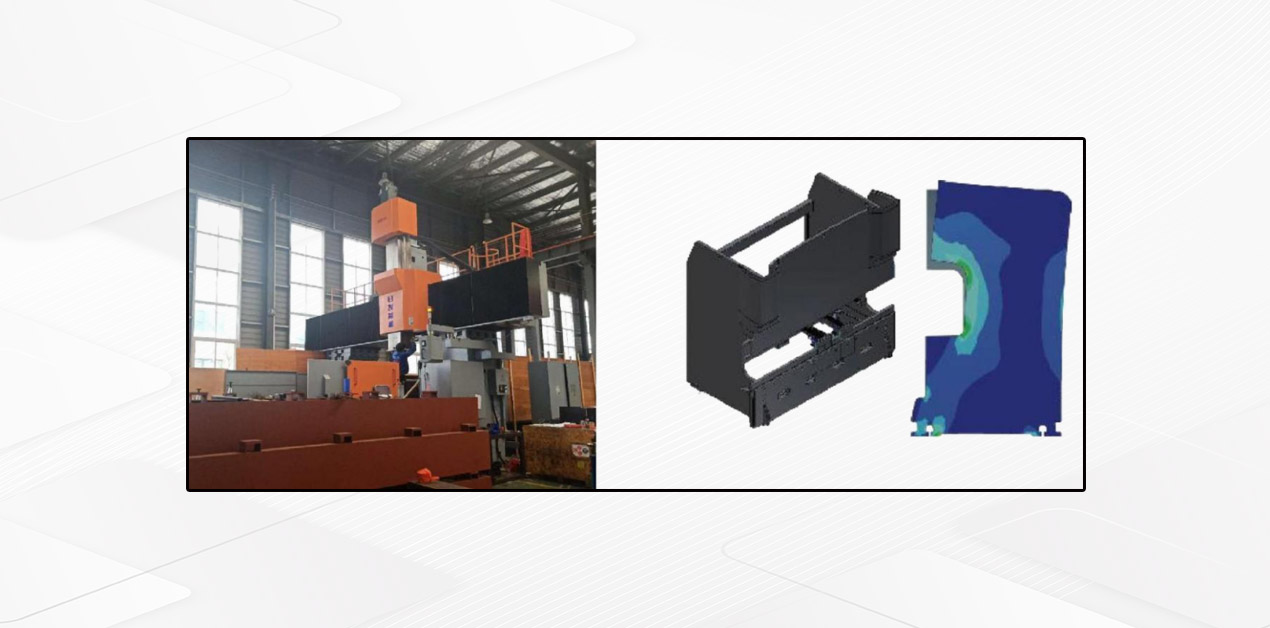
• Estructura completa d'acer soldat, amb prou resistència i rigidesa;
• Estructura hidràulica de baixada, fiable i suau;
• Unitat de parada mecànica, parell síncron i alta precisió;
• El topall posterior adopta el mecanisme de topall posterior del cargol tipus T amb vareta llisa, que és accionat per un motor;
• Eina superior amb mecanisme de compensació de tensió per garantir una alta precisió de flexió;
•Sistema NC TP10S;
Sistema CNC
• Pantalla tàctil TP10S
• Suport per a la programació d'angles i el canvi de programació de profunditat • Suport per a la configuració de la biblioteca de motlles i productes
• Cada esglaó pot configurar l'alçada d'obertura lliurement
• La posició del punt de canvi es pot controlar lliurement
• Pot realitzar una expansió multieix de Y1, Y2, R
• Control de la taula de treball de coronació mecànica de suport
• suport per a programes de generació automàtica d'arcs circulars grans
• Admet el punt mort superior, el punt mort inferior, el peu solt, el retard i altres opcions de canvi de pas, millora l'eficiència del processament de manera efectiva • Admet el pont simple d'electroimants
• Admet la funció de pont de palets pneumàtics totalment automàtics • Admet la flexió automàtica, realitza un control de flexió no tripulat i admet fins a 25 passos de flexió automàtica
• Suport al control de temps de la funció de configuració del grup de vàlvules, desacceleració, desacceleració, retorn, acció de descàrrega i acció de la vàlvula
• té 40 biblioteques de productes, cada biblioteca de productes té 25 passos, un arc circular gran admet 99 passos


Brida ràpida d'eines superiors
El dispositiu de subjecció d'eines superior és de subjecció ràpida
Subjecció de matrius inferiors multi-V (opció)
Matriu inferior multi-V amb diferents obertures


Topall posterior
El cargol de bola/guia de revestiment són d'alta precisió
Suport frontal
Plataforma de material d'aliatge d'alumini, aspecte atractiu i disminució de les ratllades de la peça de treball.


Compensació coronativa per a la taula de treball
Una falca convexa consisteix en un conjunt de falques obliques convexes amb una superfície bisellada. Cada falca que sobresurt es dissenya mitjançant anàlisi d'elements finits segons la corba de deflexió del guia i la taula de treball.
El sistema de controlador CNC calcula la quantitat de compensació necessària en funció de la força de càrrega. Aquesta força provoca la desviació i la deformació de les plaques verticals del corredor i la taula. I controla automàticament el moviment relatiu de la falca convexa, per tal de compensar eficaçment la deformació i desviació causada pel corredor i l'elevador de la taula, i obtenir la peça de treball plegada ideal.
Matriu de canvi ràpid de fons
Adopta una subjecció de canvi ràpid de 2 V per a la matriu inferior

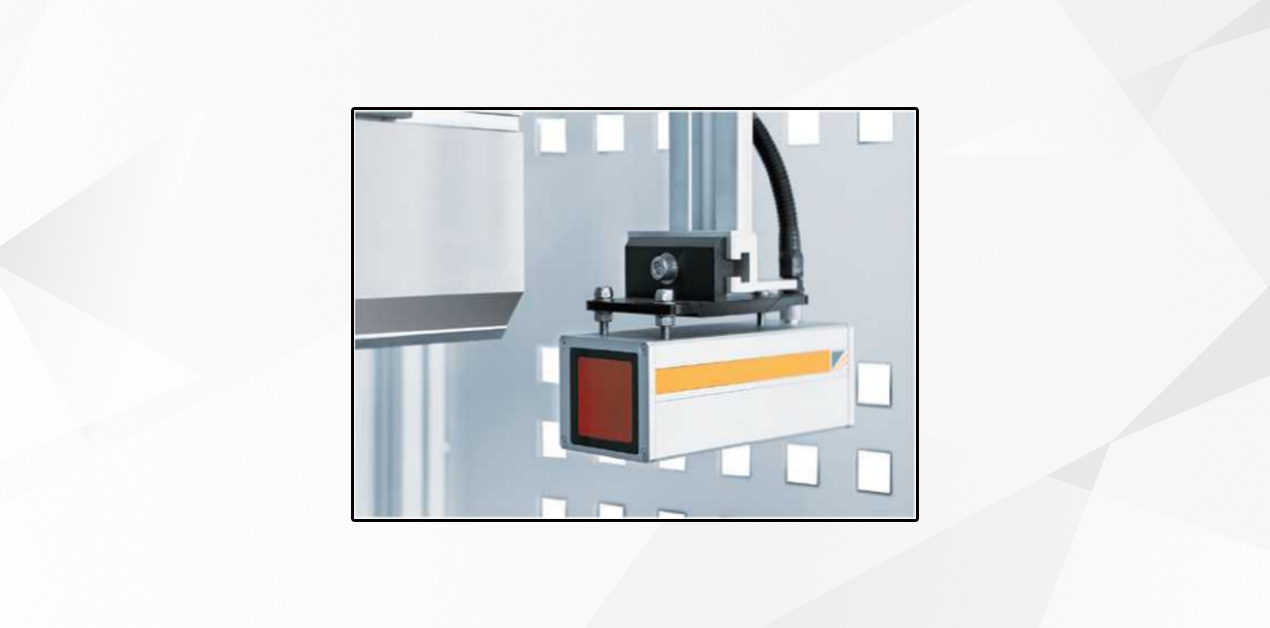
Protector de seguretat Lasersafe
Protector de seguretat Lasersafe PSC-OHS, comunicació entre el controlador CNC i el mòdul de control de seguretat
El doble feix de protecció es troba a menys de 4 mm de la punta de l'eina superior per protegir els dits de l'operador; tres regions (frontal, central i real) del llistó es poden tancar de manera flexible, garantint un processament complex de flexió de caixes; el punt de silenci és de 6 mm per aconseguir una producció eficient i segura.
Ajuda per a la flexió de servos mecànics
Quan la placa de suport de flexió de marques pot realitzar la funció de girar el seguiment. L'angle i la velocitat de seguiment es calculen i controlen mitjançant un controlador CNC, movent-se al llarg de la guia lineal a l'esquerra i a la dreta.
Ajusteu l'alçada amunt i avall manualment, la part davantera i posterior també es poden ajustar manualment per adaptar-se a diferents obertures de la matriu inferior
La plataforma de suport pot ser de raspall o de tub d'acer inoxidable, segons la mida de la peça, es pot triar un moviment d'enllaç de dos suports o un moviment separat.

sistema hidràulic
Adopta un sistema hidràulic integrat avançat que redueix la instal·lació de canonades i garanteix un alt grau de fiabilitat i seguretat en el funcionament de la màquina.
Es pot aconseguir la velocitat del moviment del control lliscant. Es pot ajustar adequadament el descens ràpid, la flexió lenta, l'acció de retorn ràpid i la velocitat de descens ràpid i alentiment.
Sistema de control elèctric
Els components i materials elèctrics compleixen els estàndards internacionals, són segurs, fiables i de llarga vida útil.
La màquina adopta una font d'alimentació trifàsica de quatre fils a 50 Hz i 380 V. El motor de la màquina adopta una font d'alimentació trifàsica de 380 V i la làmpada de línia adopta una font monofàsica de 220 V. El transformador de control adopta una font d'alimentació bifàsica de 380 V. La sortida del transformador de control és utilitzada pel bucle de control, entre els quals 24 V s'utilitzen per al control del calibre posterior i per a les vàlvules d'inversió electromagnètiques. Indicador de subministrament de 6 V, 24 V subministra altres components de control.
La caixa elèctrica de la màquina es troba al costat dret de la màquina i està equipada amb un dispositiu d'obertura i apagada de la porta. Els components de funcionament de la màquina es concentren tots a la caixa elèctrica, excepte el pedal, i la funció de cada element apilat de funcionament està marcada pel símbol de la imatge que hi ha a sobre. Pot tallar automàticament l'alimentació en obrir la porta de la caixa elèctrica i, si cal reparar-la, es pot reiniciar manualment per treure la palanca del microinterruptor.
Calibre frontal i posterior
Suport frontal: Es col·loca al lateral de la taula de treball i es fixa amb cargols. Es pot utilitzar com a suport per doblegar xapes amples i llargues.
Topall posterior: Adopta un mecanisme de topall posterior amb cargol de boles i una guia lineal accionada per un servomotor i una corretja de distribució de roda síncrona. El dit de topall de posicionament d'alta precisió es pot moure fàcilment a l'esquerra i a la dreta sobre la biga de doble guia lineal, i la peça es doblega "com vulgueu".
-

Màquina de doblegar flexible LHA05 a preu de cost per a...
-

Màquina de doblegar xapa metàl·lica amb fre hidràulic més venuda...
-

Màquina de doblegar servo elèctrica completa CNC pura el...
-

Venda calenta de fàbrica de la Xina Nova màquina de doblegar multifunció...
-

Màquina de doblegar servo electrohidràulica WE67K
-
Bon rendiment de xapa metàl·lica elèctrica hidràulica...






