









Асаблівасці
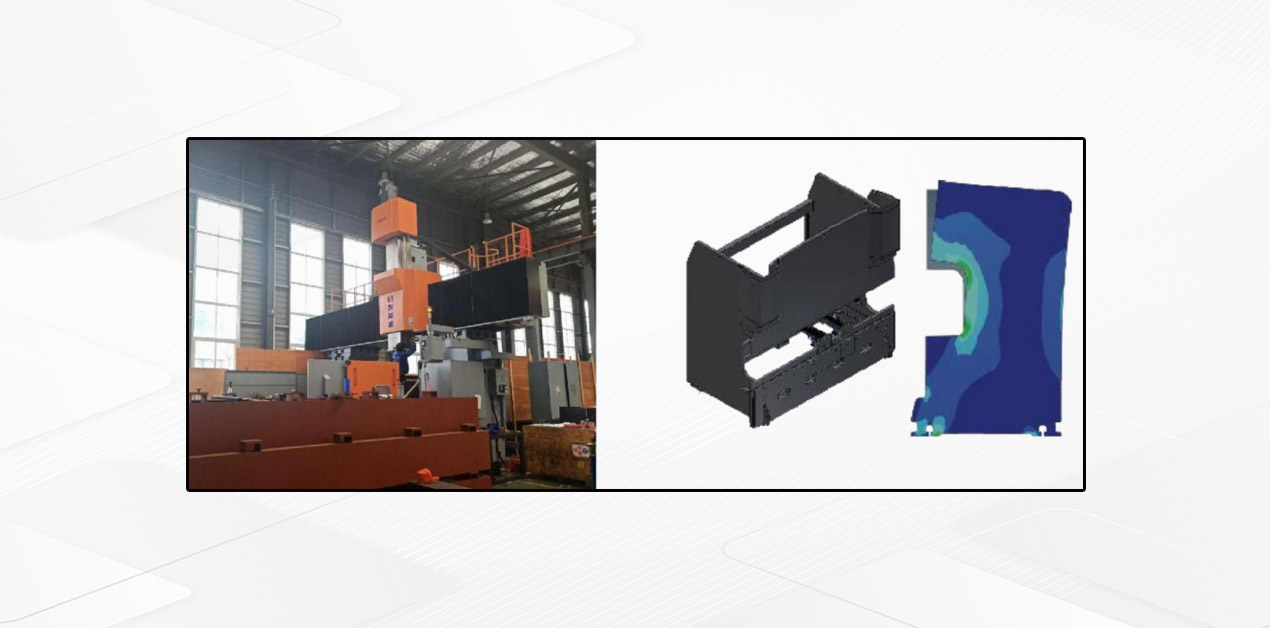
• Поўная сталёвая зварная канструкцыя з дастатковай трываласцю і калянасцю;
• Гідраўлічная канструкцыя з прывадам уніз, надзейная і плаўная;
• Механічны прыпынак, сінхронны крутоўны момант і высокая дакладнасць;
• Задні ўпор выкарыстоўвае механізм задняга ўпора з Т-вобразным шрубам з гладкім штоком, які прыводзіцца ў рух рухавіком;
• Верхні інструмент з механізмам кампенсацыі нацяжэння, каб гарантаваць высокую дакладнасць выгібу;
• Сістэма ЧПУ TP10S
Сістэма ЧПУ
• Сэнсарны экран TP10S
• Падтрымка пераключэння праграмавання вугла і праграмавання глыбіні
• Падтрымка налад формы і бібліятэкі прадуктаў
• Вышыня праёму для кожнай прыступкі можа быць свабодна ўстаноўлена
• Палажэнне кропкі пераключэння можна свабодна кантраляваць
• ён можа рэалізаваць шматвосевае пашырэнне Y1, Y2, R
• Падтрымка механічнага кіравання рабочым сталом з каронкай
• падтрымка праграмы аўтаматычнай генерацыі вялікіх дуг акружнасці
• Падтрымка верхняй мёртвай кропкі, ніжняй мёртвай кропкі, свабоднай лапы, затрымкі і іншых варыянтаў змены ступені, эфектыўна павышае эфектыўнасць апрацоўкі
• Апорны электрамагнітны просты мост
• Падтрымка цалкам аўтаматычнай функцыі пнеўматычнага паддоннага моста
• Падтрымка аўтаматычнага выгінання, рэалізацыя беспілотнага кіравання выгінам і падтрымка да 25 крокаў аўтаматычнага выгінання
• Падтрымка кіравання часам функцыі канфігурацыі групы клапанаў, хуткага зніжэння хуткасці, запаволення, вяртання, разгрузкі і дзеяння клапана
• мае 40 бібліятэк прадуктаў, кожная бібліятэка прадуктаў мае 25 крокаў, вялікая кругавая дуга падтрымлівае 99 крокаў.


Хуткі заціск верхняга інструмента
· Верхняя прылада заціску інструмента - гэта хутказаціскная прылада
Заціск ніжняй штампа Multi-V (опцыя)
·МультыV-вобразная ніжняя плашка з рознымі адтулінамі


Задні ўпор
· Шарыкавы шруба/накіроўвалы гільзы маюць высокую дакладнасць
Пярэдняя падтрымка
· Платформа з алюмініевага сплаву, прывабны знешні выгляд і меншая колькасць драпін на апрацоўваным вырабе.

Дадаткова

Кампенсацыя за каронаванне працоўнага стала
· Выпуклы клін складаецца з набору выпуклых касых кліноў са скошанай паверхняй. Кожны выступаючы клін распрацоўваецца метадам канчатковых элементаў у адпаведнасці з крывой адхілення салазак і працоўнага стала.
· Сістэма кіравання ЧПУ разлічвае неабходную кампенсацыю на аснове сілы нагрузкі. Гэтая сіла выклікае прагін і дэфармацыю вертыкальных пласцін салазка і стала. І аўтаматычна кіруе адносным рухам выпуклага кліну, каб эфектыўна кампенсаваць прагін і дэфармацыю, выкліканую салазкам і пад'ёмнікам стала, і атрымаць ідэальны выгін дэталі.

Хутказменная ніжняя плашка
· Выкарыстоўваць хутказменны заціск 2-v для ніжняй плашкі
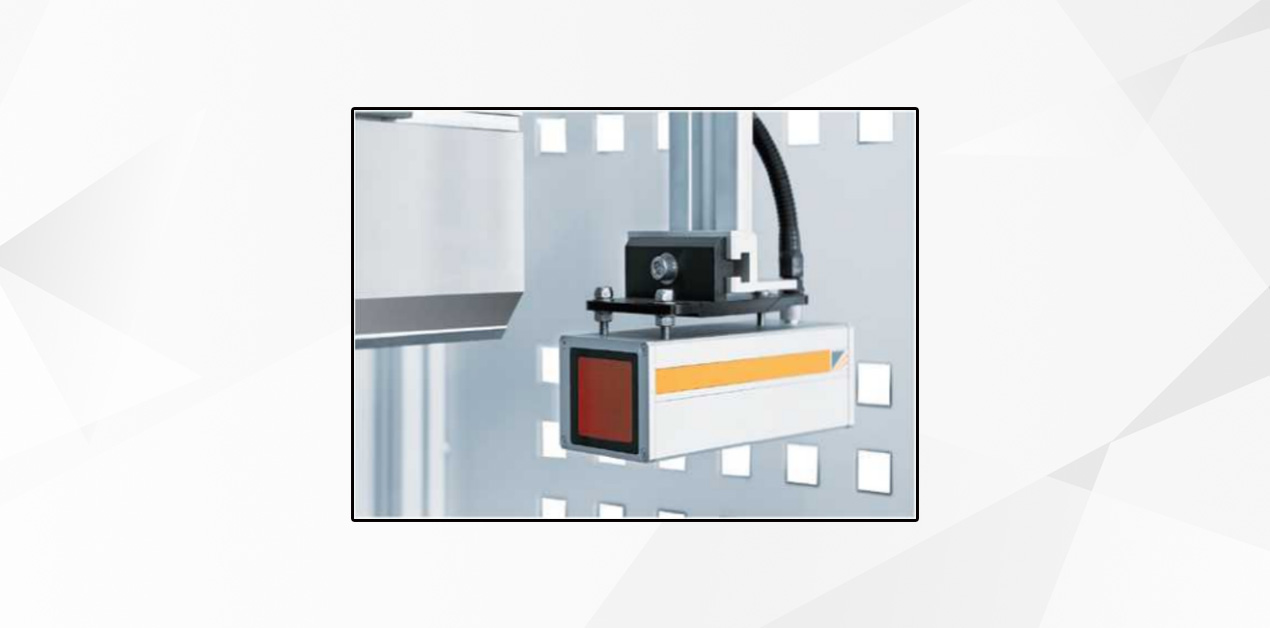
Ахоўны ахоўны шчыток Lasersafe
·Ахоўная ахоўная прылада Lasersafe PSC-OHS, сувязь паміж кантролерам ЧПУ і модулем кіравання бяспекай
· Двайная ахоўная прамень знаходзіцца на 4 мм ніжэй кончыка верхняга інструмента для абароны пальцаў аператара; тры вобласці (пярэдняя, сярэдняя і задняя) лінейкі могуць быць гнутка зачыненыя, што забяспечвае складаную апрацоўку гнутця скрынак; глыбіня глушыцеля складае 6 мм для эфектыўнай і бяспечнай вытворчасці.
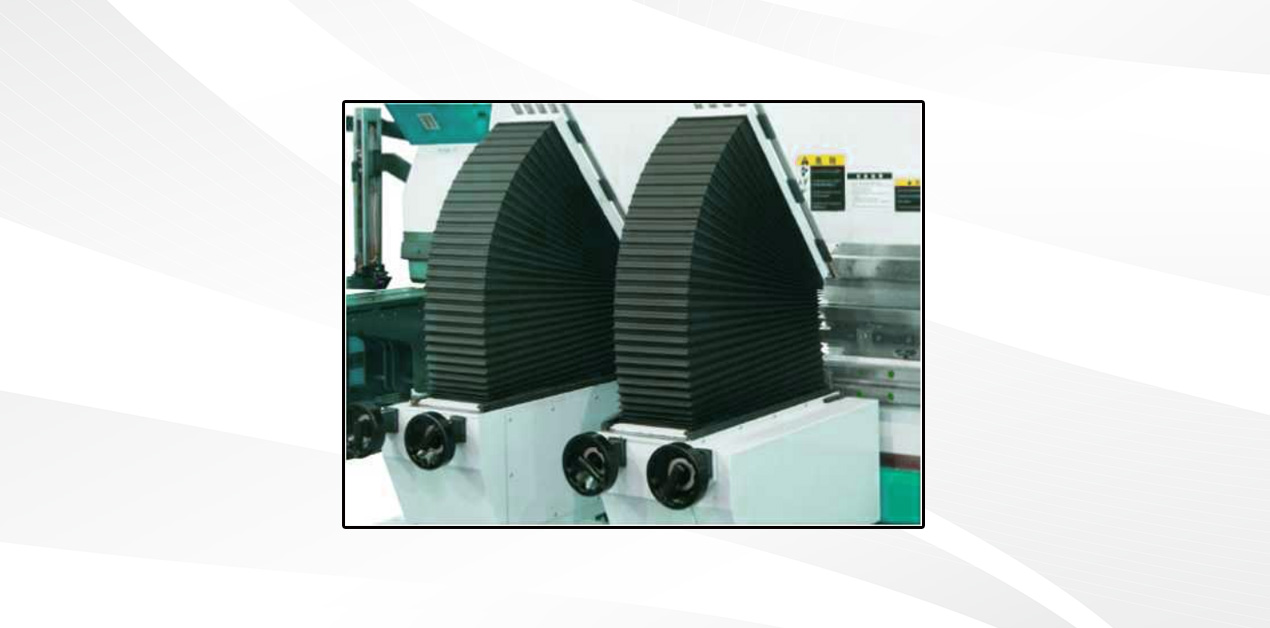
Дапамога па механічным сервагібанні
· Калі апорная пласціна для выгібу маркі можа рэалізаваць функцыю павароту паслядоўнасці. Кут і хуткасць паслядоўнасці разлічваюцца і кантралююцца кантролерам ЧПУ, рухаюцца па лінейнай накіроўвалай налева і направа.
· Рэгулюйце вышыню ўверх і ўніз уручную, пярэднюю і заднюю часткі таксама можна рэгуляваць уручную ў залежнасці ад рознага адкрыцця ніжняй часткі штампа
· Апорная платформа можа быць шчоткай або трубкай з нержавеючай сталі, у залежнасці ад памеру апрацоўванай дэталі, можна выбраць рух з двума рычагамі апор або асобны рух.
-

Гнуткая гібальная машына LHA05 па сабекошце...
-

Тарсіённы сервагібальны станок з ЧПУ
-

Кітайскі завод Гарачы продаж Новы шматфункцыянальны выгіб ...
-

Гідраўлічны тормаз, гнуткі ліставога металу, топ-прадавец...
-

Новы OEM гідраўлічны гібальны станок для ліставога металу C...
-

Металагінальны станок серыі WG на продаж






